Page 1
CHAPTER ONE
INTRODUCTION AND OBJECTIVE
1.0 Historical Background and Perspective of the Project
The earliest recorded evidence of the production of soap-like materials dates back
to around 2800 BC in Ancient Babylon. Inscriptions have been discovered that
indicate that the inhabitants boiled fat with ashes. It is unclear precisely what these
products were used for, although it is probable that their use was restricted to
garment washing until Roman times. It has been suggested that the word soap was
derived from Mount Sapo, which was a location for animal sacrifice. Melted
animal fats and wood ashes would be washed down from the mountain and, in the
clay along the banks of the River Tiber, a crude soap would form. (Butler, 2000)
From these very tentative beginnings the product became progressively more
refined as better-quality raw materials were used. The general use of soap as a
washing medium probably dates back 1000 years or so, when the countries around
the Mediterranean were producing modest quantities of soap, using a variety of
locally available fatty raw materials. In addition to animal fats, and vegetable oils
such as olive oil would have been used. (Butler, 2000)
.
1
Page 2
Throughout the nineteenth century the chemistry of soap-making became better
understood with the discovery of the different fatty acids present in neutral fats and
oils and this, in turn, led to the establishment of the fundamentals of the modern-
day process involving the saponifications of neutral fats or fatty acids with the
appropriate caustic material. Caustic soda will produce harder sodium soap whilst
caustic potash will yield the softer potassium soaps. The selection of specific fats
and oils will yield a liquid soap. Although production methods and techniques may
have changed drastically from those earliest days it is worth remembering that the
basic chemistry of soap remains virtually unchanged. (Butler, 2000)
Today, even after several years work, research still plays a vital part in every soap
producer policy. The interaction between scientific discovery and social conditions
is as strong as ever. The consumer whose standards of living continue to rise,
demand better products all the time. The Chemical Engineers in their design of a
chemical plant apply scientific techniques to produce through library survey and
laboratory work a research product in order to meet customers’ demand before
proceeding to pilot plant and finally commercial production. It is on this note that
the motivation for this work comes about.
2
Page 3
1.1 Implication of Identified Problem
Often times, there is need to blend oils for production purposes. Be it for
cosmetics, pharmaceuticals, biofuel, food, emulsions etc. These needs could be: to
optimize cost, to augment a low yield oil, to combine excellent properties of
different oils, to produce a customized product or to derive a unique formulary.
Palm oil has high yield while coconut oil has low. (Uppal, 2008) Palm oil
produces slow but sustained lather while coconut oil produces quick but short lived
lather. (Harry, 1963) Palm oil is rich in vitamin E and A (Ping et.al, 2000) while
Coconut oil is rich in antibacterial properties. (Beare-Roggers et.al, 2001) The
aforementioned makes Palm oil and Coconut oil great blend candidates for
production of Toilet Soap.
However, the need for blending of oils faces twin problem of adulteration of raw
materials and contamination of finished products. In this light, this work seeks
among other things, a scientific platform to achieve a trade off in optimization
(Cost minimization of raw materials and quality maximization of finished
products).
3
Page 4
1.2 Experimental Hypothesis
Different composition of Palm Oil-Coconut Oil blend has effect on the industrial
characteristics of the oil and also on the quality of Toilet Soap produced.
1.3 Aims and Objectives
This is a process research work which is aimed at:
Studying the effect of different blend compositions on the industrial
characteristics of Palm Oil-Coconut Oil blend.
Producing a research product of Toilet Soap from Palm Oil-Coconut Oil
blend.
Studying the effect of different blend compositions on the quality of Toilet
Soap.
1.4 Significance of the Study
This work will provide scientific data that will permit the rational design of
manufacturing process of Toilet Soap with minimum time and equipment spent in
pilot plant. It will also guarantee that scale up of production plant for the process
operate under favourable conditions with respect to all variables such as feed
composition, materials and heat requirement. It will encourage the cultivation of
palm tree and coconut tree as well as the utilization of the oils from these trees for
4
Page 5
industrial application. Finally, it will serve as a quality control reference in use of
blended organic oils in chemical process technologies.
1.5 Limitation
Due to time, finance, and equipment constraint, this work is limited to the use of
Palm Oil-Coconut Oil blend in the production of Toilet Soap. However, the result
obtained can be extended to production of other cosmetic and pharmaceutical
products, food and other industrial applications.
5
Page 6
CHAPTER TWO
LITERATURE REVIEW
2.1 Fat and Oil
Fat is one of the lipids. Fats are the main constituents of the storage fat cells in
animals and plants, and are one of the important food reserves of the organism. We
can extract these animal and vegetable fats – liquid fats are often referred to as oils
– and obtain such substances as corn oil, coconut oil, cottonseed oil, palm oil,
tallow, bacon grease, and butter. (Morrison and Boyd, 1992)
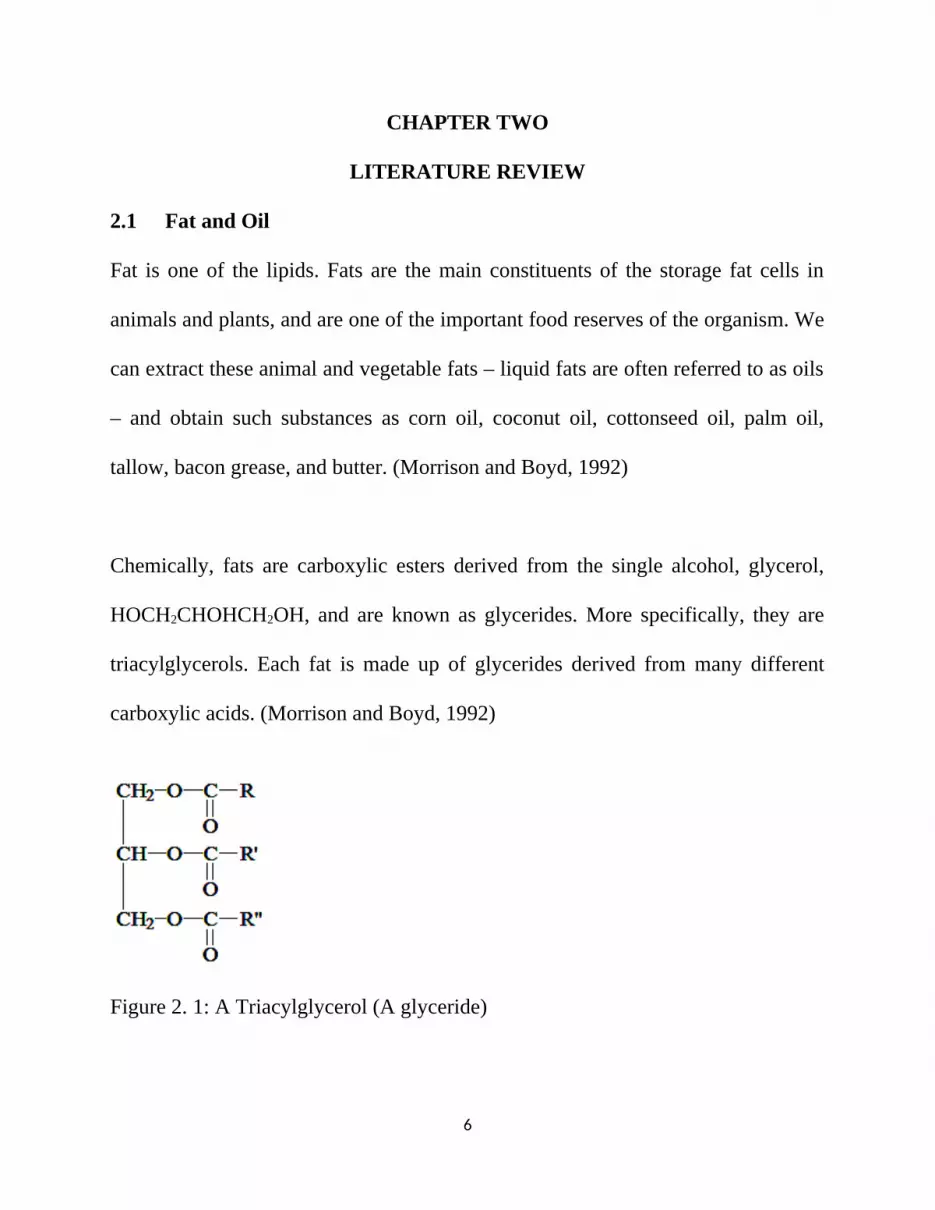
Chemically, fats are carboxylic esters derived from the single alcohol, glycerol,
HOCH2CHOHCH2OH, and are known as glycerides. More specifically, they are
triacylglycerols. Each fat is made up of glycerides derived from many different
carboxylic acids. (Morrison and Boyd, 1992)
Figure 2. 1: A Triacylglycerol (A glyceride)
6
Page 7
The proportions of the various acids vary from fat to fat; each fat has its
characteristics composition, which does not differ very much from sample to
sample. With only a few exceptions, the fatty acids are all straight-chain
compounds, ranging from three to eighteen carbons; except for the C3 and C5
compounds, only acids containing an even number of carbon are present in
substantial amounts. (Morrison and Boyd, 1992)
Besides saturated acids, there are unsaturated acids containing one or more double
bonds per molecule. The most common of these acids are:
CH3(CH2)7CH=CH(CH2)7COOH (Oleic acid)
CH3(CH2)4CH=CHCH2CH=CH(CH2)7COOH (Linoleic acid)
CH3CH2CH=CHCH2CH=CHCH2CH=CH(CH2)7COOH (Linolenic acid)
(Morrison and Boyd, 1992)
2.2 Characterization of Coconut Oil
Synonyms: Copra Oil, Oleum Cocois (Harry, 1963). Coconut oil is an edible oil
extracted from the kernel or meat of matured coconuts harvested from the coconut
palm (Cocos nucifera). It has various applications in food, medicine, and industry.
Because of its high saturated fat content it is slow to oxidize and, thus, resistant to
rancidification, lasting up to two years without spoiling. (Fife, 2005)
7
Page 8
The following is average fatty acid composition of Coconut oil – Saturated acids:
Caproic acid (0.2%), Caprylic acid (8.0%), Capric acid (7.0%), Lauric acid
(48.0%), Myristic acid (17.5%), Palmitic acid (8.8%) and Stearic acid (2.0%).
Unsaturated acids: Oleic acid (6.0%) and Linoleic acid (2.5%). Coconut oil occurs
as white semi-solid, lard-lime fat which readily becomes rancid on exposure to air.
It is sometimes hydrogenated to improve its stability. Coconut oil melts at 21°C to
25°C, and has the following characteristics: Saponification Value (251 to 264),
Iodine Value (8 to 10), Refractive index at 40°C (1.4485 to 1.4495), Acid value
(not greater than 6) (Harry, 1963)
2.3 Coconut oil in Food
Coconut oil is commonly used in cooking, especially for frying, and is a common
flavor in many South Asian curries. It has been used for cooking (in tropical parts
of the world) for thousands of years. (Clark, 2011) Coconut oil (along with laurel
leaf oil and palm kernel oil) contains a large proportion of lauric acid, which is
converted to monolaurin in the body, a fat otherwise found only in breast milk.
(Beare-Roggers et.al, 2001) Lauric acid is destroyed by some oil processing
methods.
Other culinary uses include replacing solid fats produced through hydrogenation in
baked and confectionery good. (Tarrago-Trani et.al, 2006) Hydrogenated or
8
Page 9
partially hydrogenated coconut oil is often used in non-dairy creamers and snack
foods, including popcorn. The smoke point of coconut oil is 177 °C (351 °F).
(Katragadda et.al, 2010)
2.4 Coconut oil in Industry
Coconut oil has been tested for use as a feedstock for biodiesel to be used as a
diesel engine fuel. In this manner, it can be applied to power generators and
transport using diesel engines. Since straight coconut oil has a high gelling
temperature (22–25 °C), a high viscosity, and a minimum combustion chamber
temperature of 500 °C (932 °F) (to avoid polymerization of the fuel), coconut oil
typically is transesterified to make biodiesel. Use of B100 (100% biodiesel) is
possible only in temperate climates, as the gel point is approximately 10 °C (50
°F). The oil must meet the Weihenstephan standard for pure vegetable oil used as a
fuel, otherwise moderate to severe damage from carbonization and clogging will
occur in an unmodified engine.
The Philippines, Vanuatu, Samoa, and several other tropical island countries are
using coconut oil as an alternative fuel source to run automobiles, trucks, and
buses, and to power generators. Coconut oil is currently used as a fuel for
transport in the Philippines. Further research into the potential of coconut oil as a
fuel for electricity generation is being carried out in the islands of the Pacific,
9
Page 10
although to date it appears that it is not useful as a fuel source due to the cost of
labour and supply constraints. (AGTD, 2011)
Coconut oil has been tested for use as an engine lubricant and as transformer oil.
Acids derived from coconut oil can be used as herbicides. (James and Rahman,
2005)
Coconut oil can be used as a skin moisturizer, helping with dry skin and reduces
protein loss when used in hair. Before the advent of electrical lighting, coconut oil
was the primary oil used for illumination in India and was exported as cochin oil.
(Brady, 2002)
Coconut oil is an important base ingredient for the manufacture of soap. Soap
made with coconut oil tends to be hard, although it retains more water than those
made with other oils and therefore increases manufacturer yields. It is more soluble
in hard water and salt water than other soaps allowing it to lather more easily. A
basic coconut oil soap is clear when melted and a bright white when hardened.
(Browning, 2003)
2.5 Characterization of Palm Oil
Synonyms: Oleum Palmae, Palm Butter. The following is the average fatty acid
composition of Palm Oil – Saturated acid: Myristic acid (1.0%), Palmitic acid
(42.5%), Stearic acid (4.0%), Lignoceric acid (trace). Unsaturated acid: Oleic acid
10
Page 11
(43.0%), and Linoleic acid (9.5%). It is obtained from the ripe fruit of palm tree
(Elaies guineensis). Palm Oil occurs as a reddish-yellow to dark dirty-red fatty
mass with faint violet-like odour. Specific gravity (0.920 to 0.927), melting range
(27°C to 42.5°C ), refractive index at 60°C (1.451 to 1.4579), Saponification
value (200 to 205), Iodine Value (53 to 57) (Harry, 1963). Palm Oil is an important
source of vitamin A, which has been indicated as a good agent of good eye sight,
weight development and disease resistance (NAS, 1974). Palm oil is naturally
reddish in color because of a high beta-carotene content. (Reeves and Weihrauch,
1979) Red palm oil gets its name from its characteristic dark red color, which
comes from carotenes, such as alpha-carotene, beta-carotene and lycopene, the
same nutrients that give tomatoes, carrots and other fruits and vegetables their rich
colors. Red palm oil contains at least 10 other carotenes, along with tocopherols
and tocotrienols (members of the vitamin E family), phytosterols, and glycolipids.
(Ping and Yuen, 2000)
2.6 Palm oil in Cosmetics
Palm oil is known for its cleansing, moisturizing and anti-aging action in cosmetic
products. Palm oil contains the hard to find toctrienols, which are members of the
vitamin E family. The common form of vitamin E, tocopherol, has long been used
to treat many skin ailments and is found in many anti-aging products. Vitamin E is
11
Page 12
a strong antioxidant that helps the skin to fight free radicals that damage the skin
and cause fine lines and wrinkles . Palm oil is found in shampoos, conditioners,
soaps, lotions, creams, foundations and more. It is found in shampoos and soaps
for its ability to remove oil and dirt from hair and skin. It also contains a refatting
agent that helps restore the hair and skin natural oils most soaps and shampoos
strip away letting moisture escape. In shampoos and conditioners, it also provides a
conditioning agent. It is added to skin care products not only for its anti-aging
properties, but also because it provides deep moisturizing properties making the
skin soft and supple. (Barron, 2014)
2.7 Methods of Extracting Coconut Oil and Palm Oil
2.7.1 Extraction of Coconut Oil
Dry Process
Dry processing requires the meat to be extracted from the shell and dried using
fire, sunlight, or kilns to create copra. The copra is pressed or dissolved with
solvents, producing the coconut oil and a high-protein, high-fiber mash. The mash
is of poor quality for human consumption and is instead fed to ruminants; there is
no process to extract protein from the mash. A portion of the oil extracted from
copra is lost to the process of extraction. (Grimwood et. al, 1975)
12
Page 13
Wet Process
The all-wet process uses raw coconut rather than dried copra, and the protein in the
coconut creates an emulsion of oil and water. The more problematic step is
breaking up the emulsion to recover the oil. This used to be done by prolonged
boiling, but this produces a discolored oil and is not economical; modern
techniques use centrifuges and pre-treatments including cold, heat, acids, salts,
enzymes, electrolysis, shock waves, or some combination of them. Despite
numerous variations and technologies, wet processing is less viable than dry
processing due to a 10–15% lower yield, even compared to the losses due to
spoilage and pests with dry processing. Wet processes also require investment of
equipment and energy, incurring high capital and operating costs. (Grimwood et.al,
1975)
Conventional coconut oil uses hexane as a solvent to extract up to 10% more oil
than just using rotary mills and expellers. The oil is then refined to remove certain
free fatty acids, in order to reduce susceptibility to rancidification. Other processes
to increase shelf life include using copra with a moisture content below 6%,
keeping the moisture content of the oil below 0.2%, heating the oil to 130–150 °C
(266–302 °F) and adding salt or citric acid. (Kurian, 2007)
Virgin coconut oil (VCO) can be produced from fresh coconut meat, milk, or
residue. Producing it from the fresh meat involves removing the shell and washing,
13
Page 14
then either wet-milling or drying the residue, and using a screw press to extract the
oil. VCO can also be extracted from fresh meat by grating and drying it to a
moisture content of 10–12%, then using a manual press to extract the oil.
Producing it from coconut milk involves grating the coconut and mixing it with
water, then squeezing out the oil. The milk can also be fermented for 36–48 hours,
the oil removed, and the cream heated to remove any remaining oil. A third option
involves using a centrifuge to separate the oil from the other liquids. Coconut oil
can also be extracted from the dry residue left over from the production of coconut
milk. (Kurian, 2007)
A thousand mature coconuts weighing approximately 1,440 kilograms (3,170 lb)
yield around 170 kilograms (370 lb) of copra from which around 70 litres (15 imp
gal) of coconut oil can be extracted. (Bourke and Harwood, 2009)
2.7.2 Palm Oil
The main extraction steps are:
Sterilization: The bunches are cooked with live steam for 90 – 120 minutes.
Sterilization objectives are: Lipase enzyme inactivation, making fruits easily
release from bunches, making fruits softer, making nut/pulp separation easier, and
coagulation of proteins.
Threshing: After bunches are cooked they are fed to the thresher which is a drum
14
Page 15
with holes in the side where bunches are centrifuged to separate the fruits. The
bunch waste is incinerated and the ash, a rich source of potassium, is used in a
compost.
Digestion: Digestion is the process of releasing the palm oil in the fruit through the
breaking down of oil-bearing cells. Fruits are lifted by a cup elevator to the top of
the digester vessel. This vessel contains a live steam heating system and agitator
shafts. The main aim during digestion is to break oily cells, in order to make oil
extraction easier. This process takes 30 minutes at 90 – 100 ºC.
Pressing: Pressing is made just after the material leaves the digestion vessels and it
produces a slurry made of approximately 53% oil, 40% water and 7% solids and
also a cake that consists of fiber and nuts. Method of pressing could be dry or wet.
Dry method is oriented on squeezing the oil out of the mixture of oil, moisture,
fibre and nuts by applying mechanical pressure on the digested mash. Wet method
uses hot water to leach out the oil.
Clarification, Purification, and Packaging: This step consists of separation of oil
from impurities (water and fine solids) made in settling tanks and three phase
decanters. Recovered oil is then purified in plate centrifuges and dried under
vacuum. Finally, the Extra Virgin Palm Oil is filtered to remove any remaining
particulate matter and packaged in drums.
Oil Extraction Losses: Empty bunches and solids from clarification are used as
15
Page 16
organic fertilizers on certified organic plantation. Fibers still have around 7% oil
and shells are used in the boilers as fuel. As a result, all extraction mills are able to
generate their own electricity by steam turbines.
(http://www.naturalhabitats.com/en/blog/red_palm_oil_extraction_process.
Accessed, 24/12/2014)
2.8 Industrial Characteristics Of Organic Oils
2.8.1 Colour, Viscosity and density
Oils are mixtures of triglycerides (TGs) and their viscosity depends on the nature
of the triglycerides present in the oil. The viscosity changed due to the different
arrangement of the fatty acids on the glycerol backbone of the triglyceride
molecule. Therefore, viscosity is related to the chemical properties of the oils such
as chain length and saturation/unsaturation. It explains that the viscosity and
density decreases with an increase in unsaturation and increases with high
saturation and polymerization. Viscosity also depends on sheer stress and
temperature. Sheer stress does not have much effect on the storage of oils which
are used for edible purposes but the temperature does affect it. When the
temperature increases the kinetic energy also increases which enhanced the
movement of the molecules and reduces the intermolecular forces. The layers of
the liquid easily pass over one another and thus contribute to the reduction of
16
Page 17
viscosity (Kim et al., 2010). The colour of oils and fats has a bearing on the final
product, in particular, and its assessement is of some importance industrially.
(Pearson, 1973)
2.8.2 Peroxide value
Peroxide value (PV) is used as a measure of the extent to which rancidity reactions
have occurred during storage. It could be used as an indication of the quality and
stability of fats and oils The peroxide value determines the extent to which the oil
has undergone rancidity (Ekwu and Nwagu, 2004). During the storage of oils and
fats, oxygen is absorbed at the unsaturated bonds, which react like those in
peroxides. At a certain level, volatile products are formed that have a deleterious
effect on the taste and odour, known as oxidative rancidity. During the storage of
most oils and fats, the peroxide value shows little increase during the early stages,
known as induction period, after which there is a marked increase. Therefore,
although fresh oils often give no titration, a comparative low peroxide value of,
say, 3ml of 0.002N thiosulphate per gram is likely just to precede a marked
increase, indicating oxidative rancidity. Values of the order of 10 – 20 are
synonymous with rancidity. (Pearson, 1973)
17
Page 18
2.8.3 Saponification value
The Saponification Value denotes the weight of potassium hydroxide in milligrams
required to saponify 1g of the oil or fat. Saponification value is inversely
proportional to the mean molecular weights of the fatty acid in the glycerides
present in oil or fat. (Pearson, 1973) Saponification value (SV) is an index of
average molecular mass of fatty acid in the oil sample. The lower value of
saponification values suggests that the mean molecular weight of fatty acids is
lower or that the number of ester bonds is less. This might imply that the fat
molecules did not interact with each other (Denniston et al., 2004). It gives
information concerning the character of the fatty acids of the fat- the longer the
carbon chain, the less acid is liberated per gram of fat hydrolysed. It is also
considered as a measure of the average molecular weight (or chain length) of all
the fatty acids present. The long chain fatty acids found in fats have low
saponification value because they have a relatively fewer number of carboxylic
functional groups per unit mass of the fat and therefore high molecular weight.
Oils with high saponificaton values such as coconut oil and palm oil are better used
in soap making. Soap manufacturers blend their oils with coconut oil because of its
high saponification value. (http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf,
Accessed, 24/12/2014)
18
Page 19
2.8.4 Iodine value
The iodine value denotes the percentage by weight of halogen, calculated as
iodine, absorbed under the conditions of test. (Pearson, 1973) Iodine value (IV)
measures the degree of unsaturation in a fat or vegetable oil. It determines the
stability of oils to oxidation, and allows the overall unsaturation of the fat to be
determined qualitatively (AOCS, 1993 and Asuquo et al., 2012. The low iodine
contribute to its greater oxidative storage stability of oil. The oxidative and
chemical changes in oils during storage are characterized by an increase in free
fatty acid contents and a decrease in the total unsaturation of oils (Perkin, 1992).
High iodine value justifies utilization of the oil in soap and shampoo productions
Castor oil is an example of nondrying oils whose iodine numbers are less than 100;
they have the advantage of not undergoing oxidation to form a film, hence are
useful in the manufacture of soaps. The coconut oil has a very low iodine value
because of the saturated fatty acids present. The higher the number for an oil, the
greater the percentage of these acids, and thus the softer the soap produced from
the oil. The soft oils have high iodine numbers and are readily oxidized. The iodine
number thus indicates the hardness of the soap, the lower the number, the harder
the soap produced.The variation in colours is due to the degree of unsaturation of
the fatty acids. Increase in double bonds causes increase in intensity of colour.
(http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf, Accessed, 24/12/2014)
19
Page 20
2.8.5 Acid value and free fatty acid (FFA)
Acid value indicates the proportion of free fatty acid in the oil or fat and may be
defined as the number of milligrams of caustic potash required to neutralize the
acid in one gram of the sample. (Uppal, 2008) In free fatty acid analysis, the oil is
dissolved in neutral solvent and the acidity is titrated with standard alkali. The
value obtained represents the extent to which the glyceride in the oil have been
decomposed by lipase. The free fatty acids are usually calculated as oleic acid.
Maximum limits of edibility vary considerably according to the oil, but a critical
limit of 1% can be taken as a general guide. Maxima, calculated as acid value
(which is conveniently calculated by doubling the free fatty acid as oleic acid), are
prescribed for many oils e.g. olive oil 2.0, groundnut oil 0.5, almond oil 2.0.
During storage, the free fatty acid of oils and fats usually increases steadily. The
rate is, however, inhibited as the temperature is lowered. The main exceptions to
this are the higher values given by coconut oil and palm-kernel oil. (Pearson, 1973)
2.9 Blending of Organic Oils for Soap Production
One soap making oil in itself does not have all the properties. Different oils have
different composition of fatty acids which are responsible for different properties
of soaps made out of them. Therefore blends of oils are prepared taking 2 oils
together. Mishra D. (in http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf,
20
Page 21
Accessed, 24/12/2014) investigated production of soap using different blend
compositions with five (5) different types of oils (Coconut Oil, Castor Oil, Karanjia
Oil, Neem Oil, and Olive Oil). The result showed that the blend of coconut oil and
castor oil at 3:1 ratio was found out to be the best with 76.8% of Total Fatty
Matter and 89.46% of yield. It was found that the blend was having saponification
value of 230.4 (compare to 268 and 180 of Coconut Oil and Castor Oil respectively
reported by the researcher) and iodine value of 40 (Compare to 10 and 68 of
Coconut Oil and Castor Oil respectively reported by the researcher). He concluded
that soap prepared using blend of both these oils has better properties than the
soaps prepared by individual oils.
(http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf, Accessed, 24/12/2014).
Girgis et.al (1998) investigated blends of Apricot Kernel Oil, Palm Kernel Oil, and
Palm Stearin. Eight soap samples were produced and labeled: 1 - (100:0:0); 2 –
(0:15:85); 3 – (10:15:75); 4 - (20:15:65); 5 – (30:15:55); 6 – (40:15:45); 7 -
(50:15:35); 8 – (60:15:25) in the proportion of Apricot Kernel Oil, Palm Kernel Oil
and Palm Stearin respectively. Result showed that The structure of soap samples
numbers 1 and 8 were sticky and with bad physical properties. On the other hand,
the physical characteristics of blends numbers 2, 3, 4, 5 and 6 had firm
consistency and creamy lather while, in soap number 7, it was moderate i. e.
21
Page 22
medium hard makeup with fairly lather. After storage (6 months) on a shelf at
room temperature, all soaps (numbers 1 - 8) were declined in their moisture
content. On contrary, the total fatty acids of the same samples were augmented at
different ratios during storage. Physical characteristics of soap samples numbers 2,
3, 4, 5, 6 and 7 were increased after the storage time (6 months), their consistencies
were very firm with creamy lather and reducement in their erosion from
handwashing ratios was observed. They recommended that apricot kernel oil can
be used in the manufacturing of toilet soap until ratio 50% of the fatty blend (the
blend was bear palm stearin).
Girgis (1999) studied the production of toilet soap using Palm Oil, Tallow and
Palm Kernel Oil by blending the three oils at different compositions. Eight soap
samples were produced and labeled: 1 - (0:85:15); 2 – (85:0:15); 3 – (10:75:15); 4
- (20:65:15); 5 – (30:55:15); 6 – (40:45:15); 7 - (50:35:15); 8 – (60:25:15) in the
proportion of Palm Oil, Tallow, and Palm Kernel Oil respectively. Result revealed
that the moisture contents of soap samples numbers 2,7 and 8 were high compared
with the standard soap (sample number 1), subsequently their total fatty matters
became lower than that found in the control soap (sample number 1). The findings
marked that the unsaponifiable matter of soaps numbers 2,7 and 8 were higher
22
Page 23
compared with the other soaps. No high differences were observed in the free
alkali of all soaps (range from 0.06 to 0.09%). On the other hand, high differences
were found in the free oil of all soap samples (numbers 2 - 8) compared with the
standard soap (sample number 1), except soap samples numbers 2,7 and 8, which
record very high. The best soap samples in the colour were in the following
increasing order: numbers 1 >3 > 4 > 5 > 6 > 7 > 8 > 2 , respectively. The results
showed that the better soap samples in the physical properties were in the
following increasing order: soap numbers 3> 4> 5> 6 compared with the standard
soap (sample number 1), where from firm structure with high foam, while the other
soap samples (numbers 2,7 and 8) were poor quality (i.e., low lathering properties
with deep colours). He concluded that mucilage palm oil can be used as a new fatty
material for toilet soap manufacturing at ratio of 40% from the fatty blend.
Kuntom et.al (1996) in Eke et.al (2004) in a soap manufacturing study done in
Malaysia using blends of distilled fatty acids of palm oil (PO) and palm-kernel oil
(PKO), showed that there is an increase in acid value and hardness, while the
iodine value decreases as the ratio of PKO increases. Eke et.al (2004) used blend
of shearbutter and palm kernel oil to produce soap. They saw that 150:350
(Shearbutter oil to Palm Kernel Oil) blend gave best soap judging by TFM while
the 350: 150 blend gave a better soap than the former in terms of foam stability.
23
Page 24
2.10 Stability of Vegetable Oils
2.10.1 Environmental Factors
The Environmental factors that can affect the stability of oil are light, gaseous
atmosphere, temperature, and moisture. Light is an initiator of reactions with
oxygen that ultimately result in deterioration of fats and oils. Sensitizers such as
chlorophyll may play a role in promoting photo-oxidation. Oxygen is the most
critical factor affecting stability. It causes formation of hydroperoxides, the
components normally associated with rancid oil. A suggested mechanism for the
hydroperoxide formation begins with the reaction of the free radical, which reacts
readily with unsaturated sites to form the hydroperoxide and a free radical, thereby
perpetuating the chain. These reactions increase in rate and intensity in the
presence of light, heat, and prooxidants such as chlorophyll and heavy metals
(Applewhite, 1985)
2.10.2 Auto oxidation
Lipid oxidation occurs via auto oxidation or lipoxygenase catalysis. Auto oxidation
refers to a complex set of reactions which result in the incorporation of oxygen in
lipid structures. Auto oxidation reactions are seen to progress more rapidly in oils
that contain predominantly unsaturated fat molecules; other relevant factors
include the presence of light, transition metal ions, oxygen pressure, the presence
24
Page 25
or absence of antioxidants and pro oxidants, temperature and moisture content.
Auto oxidation reactions occur at an increasing rate after the initial induction
period. This behavior can be explained by assuming that oxidation proceeds by a
sequential free radical chain reaction mechanism. Relatively stable radicals that
can abstract hydrogen atoms from the allylic methylene groups in olefinic
compounds are formed. Hence auto oxidation is a radical induced chain reaction
which proceeds through the traditional stages of initiation, propagation and
termination. Detailed proposed mechanisms for these free radical chain reactions
are available in literature (http://pubs.caritasuni.edu.ng Accessed, 21/11/2014)
Lipoxygenases are metal proteins with an iron atom as the active center. They
catalyze the oxidation of unsaturated fatty acids to hydroperoxides as with auto
oxidation. Enzyme activation usually occurs in the presence of hydroperoxides,
even though enzyme catalyzed oxidation can occur even in the absence of
hydroperoxides. As earlier stated, the more unsaturated the fatty acid involved is,
the greater its susceptibility to oxidative rancidity. For instance, the linolenic acid
esters present in soybean oil (with twice the unsaturation as monounsaturated
esters) is particularly sensitive to even oxidation of the slightest kind, commonly
referred to as flavor reversion, resulting in beany, grassy or painty flavors. A
highly saturated fatty acid level is confirmed to be of benefit in terms of storage
25
Page 26
ability when compared to more unsaturated vegetable oils. Indeed, the tendency of
an oil to combine with oxygen of the air and become gummy (known as drying) is
measured with the iodine number, which in fact is merely a measure of the level of
unsaturation of the oil in question (a higher iodine number will indicate higher
unsaturation seeing that iodine is absorbed primarily by the mechanism of addition
to the double bonds characteristic of unsaturation) (http://pubs.caritasuni.edu.ng
Accessed, 21/11/2014).
2.10.3 Antioxidants
Vegetable oils in their natural form possess constituents that function as natural
antioxidants. Amongst them are ascorbic acids, _-tocopherole, _-carotene,
chlorogenic acids and flavanols. Tests conducted to investigate the effectiveness
of natural anti-oxidants contained in red pepper oil added to soybean and
sunflower oils indicate that they provide variable protection against light induced
auto-oxidation. In the above mentioned study on the inhibitive effect of natural
antioxidants contained in red pepper oil, it was additionally observed that the
phenolic anti-oxidant butylated hydroxytoluene (BHT) shows more effectiveness
generally than natural anti-oxidants. (http://pubs.caritasuni.edu.ng Accessed,
21/11/2014).
26
Page 27
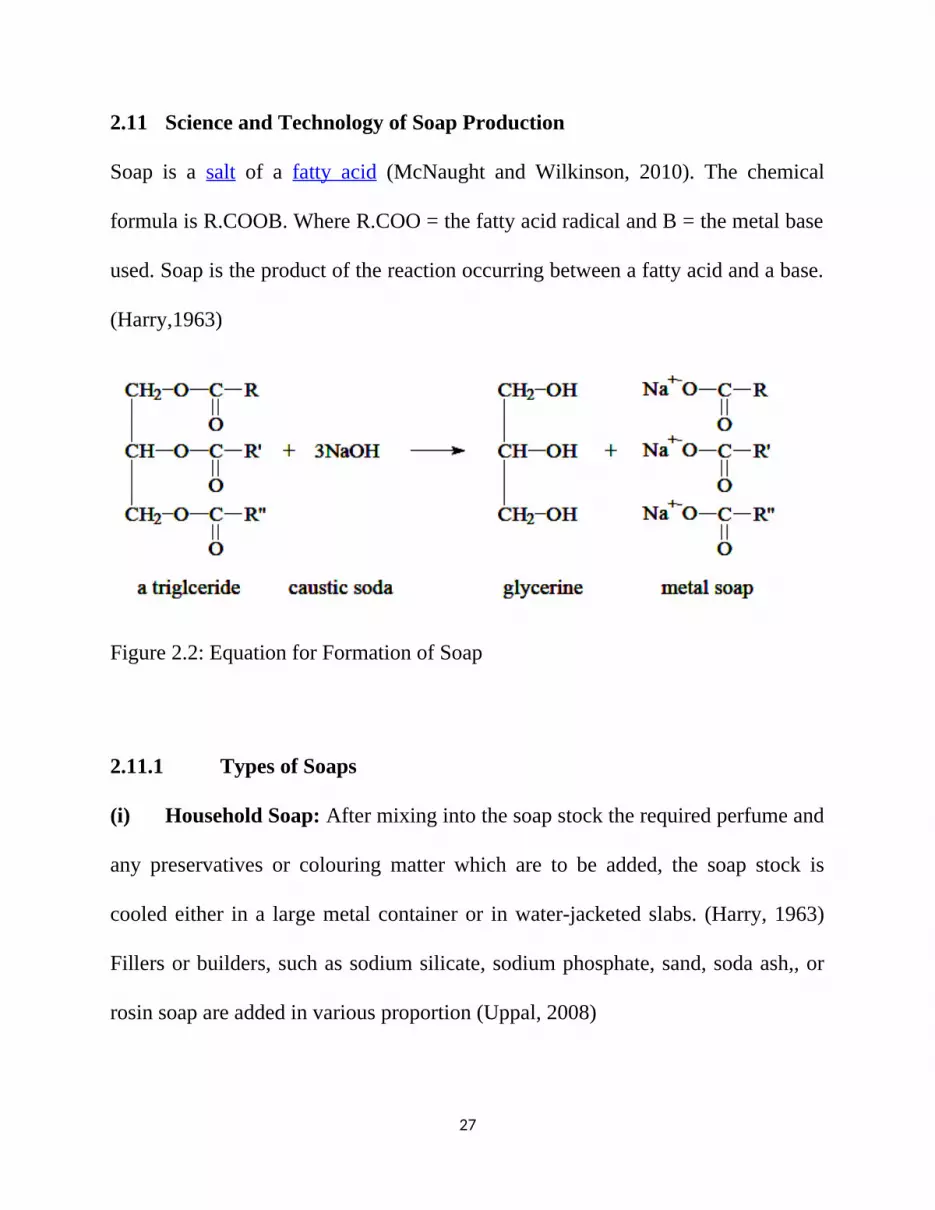
2.11 Science and Technology of Soap Production
Soap is a salt of a fatty acid (McNaught and Wilkinson, 2010). The chemical
formula is R.COOB. Where R.COO = the fatty acid radical and B = the metal base
used. Soap is the product of the reaction occurring between a fatty acid and a base.
(Harry,1963)
Figure 2.2: Equation for Formation of Soap
2.11.1 Types of Soaps
(i) Household Soap: After mixing into the soap stock the required perfume and
any preservatives or colouring matter which are to be added, the soap stock is
cooled either in a large metal container or in water-jacketed slabs. (Harry, 1963)
Fillers or builders, such as sodium silicate, sodium phosphate, sand, soda ash,, or
rosin soap are added in various proportion (Uppal, 2008)
27
Page 28
(ii) Toilet Soap: In the manufacture of toilet soap, the soap stock is dried to
reduce its water content from 30 percent to about 13 to 14 percent. (Harry, 1963)
Toilet soap contains no fillers, except occasionally a little resin soap (Uppal, 2008).
The good quality toilet soaps have the following important characteristics:
1. Easy solubility in water with profuse lathering.
2. Persistence of the soap fragrance.
3. Non dyeability of the skin or fabric by the colour of the soap.
4. Smooth glossy appearance without any cracks.
(Uppal, 2008)
(iii) Soap flakes: the soap stock is dried in order to reduce its water content from
30 percent to about 10 percent and after perfuming, is fed into a roller mill from
which the soap is scraped off in the form of flakes. (Harry, 1963)
(iv) Shaving Soaps and Creams: such soaps are characterized by their ease of
lathering and the stability of the lather produced. They are finished so as to be free
from alkali by using an excess of free fatty acids in their preparation. Because
potassium stearate forms a close creamy lather it is widely employed – in
conjunction with saponified coconut oil – in such preparations. (Harry, 1963) The
shaving soap must be capable of producing lather that persists for long time and
should also be neutral and non-irritating to skin. These qualities can be obtained by
28
Page 29
using best quality tallow and coconut oil as the source of glycerides and a mixture
of caustic soda and caustic potash lyes as the saponifying agents. (Uppal, 2008)
(v) Shampoos: liquid soap shampoos may consist either of potash-coconut oil
soaps which lather very readily but which suffer from the disadvantage that they
may be irritant to some persons, or they may be a saponified mixture of coconut
and olive (or other suitable) oils. Sometimes potassium or sodium carbonate,
sodium sesquicarbonate, etc., may be added in an endeavour to improve the
lathering properties of these shampoos when used in hard water areas. The addition
of sodium hexametaphosphate or sodium pyrophosphate is sometimes made in an
effort to reduce the tendency of soaps to scum in hard water. (Harry, 1963)
2.11.2 Raw Materials for Soap Making
(i) Source of glyceride: The main sources of slow lathering hard oils are
tallow, lard, palm oil, fish oil, greases etc. Quick lathering hard oils include
coconut oil, palm kernel oil etc. soft oils are soyabean oil, cotton seed oil, unedible
olive oil etc. (Uppal, 2008)
(ii) Rosin: A plant exudiation product which mainly contains abietic acid. Thee
colourless variety of rosin is used in manufacture of laundry soaps and dark variety
is used in the manufacture of coloured soaps. Rosin makes lather formation faster,
increases the cleansing action of soap and also in the softening of hard soaps.
29
Page 30
Rosin requirement of tallow soap is about 40 – 50 percent, while that of greases is
only 25 percent. (Uppal, 2008)
(iii) Caustic Soda: It is available in the form of flakes, blocks and sticks as well
as in solutions of various strengths such as 70° (90.32% NaOH), 72° (92.9%
NaOH) and 74° (95.48% NaOH). In soap making, block form of NaOH is
generally employed. Special quality soft soaps, shaving creams etc. make use of
caustic potash of 18.5 – 20% strength. (Uppal, 2008)
(iv) Sodium Chloride: It is used for salting out of soap. About 12.5 parts per
100 parts of oil to be saponified is used. (Uppal, 2008)
(v) Binding Materials: The cleansing capacity of ordinary soaps is improved
by adding certain materials such as sodium silicate (5%), soda ash (Na2SO3),
trisodium phosphate and borax. The binding materials improve soap texture,
correct the alkalinity of the solution and prevent the formation of precipitates in
hard water. Soda ash is available in various forms, but 58° variety is commonly
used in soap making to the extent of 5 – 10%. Borax is used in 1 – 2% CWT of
soap. (Uppal, 2008)
(vi) Fillers: The bulk or weight of the soap is increased by adding certain fillers
such as talc (5 – 10%), starch (2%), glauber salt, pearl ash etc., without affecting
the detergency. (Uppal, 2008)
30
Page 31
(vii) Colouring Matter: Organic dyes and inorganic pigments are generally
used. As a soap dye, the colouring matter should be inert to alkali used in making
the soap, should not separate out on cooling the blended soaps, should not impede
in any way the fragrance of the soap and should reproduce the natural shade.
Common colouring matters are methyl violet for violet shade, Brismark brown,
Rhodamine or safframine for red, zinc oxide for white, chrome green for green,
cadmium yellow or metanil yellow for yellow, ultramarine or methylene blue for
blue, eosin for pink and vermilion for rose shade. Intermediate shades can be
prepared by mixing these colouring materials. (Uppal, 2008)
(viii) Perfumes and Perfume Fixatives: the essential oils, known as perfumes
impart fragrance to the soap. They may be natural or synthetic. Examples of
natural perfumes are sandal wool oil, lemon grass oil, clove oil, eucalyptus oil,
lavender oil, bergamot oil, cinnamon oil etc. Examples of synthetic perfumes are
jasmine (Benzyl acetate), rose (Phenyl ethyl alcohol), lilac (Terpeneol) and musk
(Benzoate). Certain fixatives such as tolu-balsam, Gum-Benzoin etc. are mixed
with perfumes as a result of which assence of the soap is not easily lost. (Uppal,
2008)
Some other additions in soaps include:
Superfatting agents such as lanolin (a fatty material isolated from sheep’s
wool) is added in order to supplement the skin fat removed by the action of
31
Page 32
soap and it prevents the skin from becoming rough and dry. It is added to the
soap in 2% concentration and also improves glass and texture of the soap,
helps in steady lather formation and also prevents cracks on soap when dry.
Extracts of various plants such as neem, eucalyptus, chaulmoogra etc. are
added as disinfectants.
Mercuric iodide is added as germicide in mercury soaps. Sulphur is added as
a cure for dandruff and pimples, hexa chlorophene as an effective germicide
against skin micro-organisms.
(Uppal, 2008)
2.11.3 Manufacture of Soap
Soap is either made by hot, semi-hot, or cold process. Usually, laundry soap and
toilet or bath soaps are manufactured by hot process. Transparent and other special
types of soap are produced by cold process. In most cases, soap obtained by the hot
process is settled or grained and separated from the spent lye containing the
glycerol in solution. The glycerol is recovered as a by-product of soap industry.
(Uppal, 2008)
32
Page 33
2.11.3.1 Hot Process
The process is started by putting the melted oil into the boiling tank and running a
weak caustic soda solution into the oil. The mixture is then slowly boiled to start
the saponification. The beginning of is denoted by the formation of emulsion.
When saponification has started caustic soda of higher strength was frequently
added in small quantities with continued boiling.Rapid addition of caustic alkali in
the initial stages can also entirely delay saponification and in this case water should
be added and the boiling continued till the excess alkali is taken up for the
saponification to proceed. The end of saponification is determined by the „ribbon‟
and „taste‟ tests. When saponification is completed, the soap becomes very firm
and dry with a permanent faint caustic like flavour on the tongue when cooled. The
soap, which now consists of this imperfect soap together with water in which is
dissolved glycerine and any slight excess of caustic soda, is then ready for graining
out. The objective of this is to separate the waste lye which is a mixture of
glycerine produced during the soap boiling process and excess caustic soda
solution from the soap. This is brought about by small use of common salt in dry
form or as brine. The term “graining” is used here because after the introduction
of the salt, the homogeneous soap gives the appearance of grains. The graining is
complete when the soap is practically free from foam and floats as clean soap on
the lye. At this stage, this sample of soap taken from the tank consists of distinct
33
Page 34
grains of soap and a liquid portion which is easily separated.
(http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf, Accessed, 24/12/2014)
2.11.3.2 Semi-Hot Process
The soft and hard oils or their blends are very suitable for this process in which the
fat is first of all melted, followed by treatment with a weak 9-10% caustic soda
solution followed by boiling of the mixture. The quantity of caustic soda required
for the saponification of the oil is 14-15% of the weight of the oil. This weight of
caustic soda is dissolved in ten times its weight of water to obtain a 9% solution.
When the caustic solution is added into oil, then saponification starts when an
emulsion is formed as the soap is stirred. More caustic solution is then added in to
prevent the thickening of mass. After sufficient solution is added bit by bit to
complete the saponification and the boiling of the mass continues until the soap
was clear. During the boiling process moderate heat was maintained and each
addition of caustic soda solution must be allowed to react with the oil before the
next addition is made. A hurried addition in the initial stages of the process may
retard the saponification, or at the final stages of the saponification may result in
the drying of the soap, while judicious addition will keep the mass in a form of
smooth homogeneous emulsion. If the soap shows any signs of separation and
graining, further water is added to bring the mass to a homogeneous state. The
34
Page 35
ribbon test involves taking a small sample of the soap from the pan and cooling it.
When a little quantity of this cooled soap is pressed in between the thumb and
forefinger, the soap does not come out in the form of firm shiny ribbons with slight
opaque ends and be clear when held against the light. If this cooled sample draws
out in threads, there is excess water present in the soap, and more boiling is
required to evaporate more water. If opaque ends appear and vanish, the soap is
more oily and requires more caustic, while if the soap is graining, or turbid and
white, it indicates a high level of presence of un reacted caustic, and requires more
oil. A physical test - the taste test – is also done to determine the level of alkali.
This test involves cooling a small quantity of the soap, and tasting it with the tip of
the tongue. A sharp bite indicates too much caustic in the soap, while small bite
indicates a high level of unsaponified fat or oil. A good soap gives a faint bite on
the tongue.
After the completion of the boiling process, the fire is taken off, and the soap is
allowed to cool with little stirring. At this point, perfume and colour can be added
into the soap.
This process is not suitable for the production of toilet soap, can be used to
produce laundry and all other types of soft and liquid soaps. The process does not
permit the removal of waste alkali which contains the glycerine produced in the
35
Page 36
soap making process, and hence the glycerine, which tends to decrease the
hardening property of the soap and improves the cosmetic property,
is retained in the finished soap. This method has some advantage over the other
two since large quantities of good soap can be produced within a short time. The
use of this method also allows a high percentage of fillers to be added in soaps,
thus it increases the soap bulk. (http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf,
Accessed, 24/12/2014)
2.11.3.3 Cold Process
This process involves the treatment of fat or oil with a definite amount of alkali
and no separation of waste lye. Although it is possible with lot care to produce
neutral soap by this process the soap is very liable to contain both free alkali and
unsaponified fat. The process is usually based on the fact that the glycerols of
certain low fatty acids oils (nut oils like coconut and palm kernel oils) readily
combines with strong caustic soda solutions at low temperatures, and generate little
heat to complete the saponification reaction.
In this process, it is absolutely necessary to use high grade raw materials. Oils and
fats should be freed from excess acidity because caustic soda rapidly neutralizes
the free fatty acids forming granules of soap which grain out in the presence of
strong caustic solution, and since the grainy soap is very difficult to remove
36
Page 37
without heat increase, the soap tends to become thick and gritty and sometimes
discolors. The caustic soda being used should also be pure,it must contain as little
carbonate as possible, and the water must be soft and all other materials carefully
freed from all particles of dirt.
The process involves stirring into the milled fat in a tank, half of its weight of
caustic soda solution at the temperature of 24°C for coconut and 38°C to 49°C for
the blend. The pushing of the caustic solution into the oil must be done not only
slowly and continuously.
When the solution is being run into the oil, the mixture must bestirred in only one
direction. When all the caustic soda solution had been run into the oil and the
mixture stirred for 30 to 45 minutes, chemical reaction takes place with lot of
generation of heat, finally resulting in the saponification of the oil. The content of
the tank looks thin, but after some few hours it becomes a solid mass. The edges of
the soap becomes more transparent as the process advances further, and when the
transparency has extended to the full mass, the soap is ready, after perfuming to be
poured into moulding boxes for hardening, cutting and stamping.
A little caustic potash solution is used to blend the caustic soda solution which
greatly improves the appearance of the given soap, making it smoother and milder.
(http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf, Accessed, 24/12/2014)
37
Page 38
2.11.4 Cleaning Action of Soap
The cleansing action of soap depends on its physical properties as well as on its
chemical properties. There are several factors such as adsorption, surface tension,
electrostatic forces of the polar molecules, its wetting action, emulsifying power
etc., which are of great importance in deciding the cleansing action of soap. Soap
lowers the surface tension of water and this property of soap is very important in
its cleansing power, because it enables the water to wet and so come into close
contact with even a greasy surface. Soap wets the surface of fabric due to the
decrease in surface tension of water. Soap solution also have another important
property of emulsifying oils and fats. Hence they emulsify grease, oil etc., that hold
the dirt particles. Soap forms a protective film on the surface of a fabric and makes
it difficult for grease and the dirt particles to come together again. The dust and
grease particles can easily be removed by shaking vigorously with water. It should
be noted that soap attracts both polar as well as non-polar compounds
simultaneously because of the presence of hydrophilic –COONa group and
hydrophobic –R groups in its molecule. (Uppal, 2008)
2.11.5 Dermatological Action of Soap
Under normal conditions of use, soap may be considered innocuous to the normal
healthy skin. The overwhelming majority of people with healthy skin find the
38
Page 39
average toilet soap a completely safe and effective cleanser. Irritation to soap –
when it does occur – may be due to:
Hypersensitivity to the soap base or to other added constituents. Or
To excessive exposure of skin to the action of the soap. It is a fact that no
substance known at present which can truthfully be claimed to be non-
allergic, hence a true allergic reaction to the fatty acids of a soap must
always be considered a “possibility” though the consensus of opinion is that
soap when it does give rise to irritation does so merely in virtue of being a
mild primary irritant. Proof that a pure soap base itself can act as a
“sensitizer” (as apart from a primary irritant) is lacking. Possible
sensitization from added colouring matters, perfumes, or antioxidants
incorporated should, however, be borne in mind. (Harry, 1963)
2.10.6 Industrial Application of Soap
Apart from washing and bathing, soap serves several other industrial purposes.
These purposes include:
Processing of Wool: Raw wool contains impurities which must be removed
in a soap bath. Because of the harmful effect of high temperature on wool
fibres, the scouring bath is maintain below 140°F and frequently between
110 to 120°F. For this purpose a soap of low titer is preferable because it is
39
Page 40
more readily soluble at low temperature and better rinsing than high titer
tallow soap. (AOCS, 1952)
Processing of Silk: The processing of silk in the initial stage is carried out
in a boiling operation which lead to the term boil off. In this operation the
gum is removed from the silk by the solvent action of a neutral low titer
soap. The alkalinity of the soap solution serves to dissolve acidic
constituent in the silk gum, and the silk fibre remain as a softer, finer,
lighter, and more lustrous_material.(AOCS,1952)
Soaps are key components of most lubricating greases, which are usually
emulsions of calcium soap or lithium soaps and mineral oil. These calcium- and
lithium-based greases are widely used. Many other metallic soaps are also useful,
including those of aluminium, sodium, and mixtures of them. Such soaps are also
used as thickeners to increase the viscosity of oils. In ancient times, lubricating
greases were made by the addition of lime to olive oil (Thorsten, 2005)
40
Page 41
CHAPTER THREE
MATERIALS AND METHODS
The raw materials (Palm fruit and Coconut fruit) for this work was locally sourced
at Ikot Usoekong community of Eket Local Government Area, Akwa Ibom State.
The extracted Palm Oil and Coconut Oil were analyzed individually and thereafter
the oils were blended in the ratio 75:25; 50:50 and 25:75 mass of Palm Oil to
Coconut Oil respectively. 5x5x2 (5 variables, 5 determination and 2 repeatability)
factoral design was employed to design this experiment.
3.0 Extraction of the oils
Palm oil: The fresh palm fruits were washed and boiled. The boiled fruits were
pounded. It was strained to separate the emulsion from the chaff and kernel. The
emulsion was boiled for the palm oil to float on the surface. The palm oil was
scooped while the water and other impurities were left behind.
Coconut oil: The coconut shell was broken and the coconut grated. The coconut
milk was strained from the chaff. The milk was allowed to ferment for the oily part
to float on the water. This was scooped and boiled till the oil was separated from
the cake. The oil was decanted.
41
Page 42
3.1 Characterization of the oils
Saponification Value, Iodine Value, Free Fatty Acid Content, Peroxide Value, and
Ester Value was determined using methods described by Pearson, 1973.
3.1.1 Determination of Saponification Value:
Apparatus: Conical flasks of 300 – 500ml capacity fitted with water-cooled reflux
condensers or long air condensers (at least 110cm long) were used.
Reagent: Alcoholic Potassium hydroxide:40g of KOH pellets was dissolved in
20ml of water and diluted to 1 litre with 95% v/v alcohol. The solution was
allowed to stand for a day, and then filtered. The concentration was about (but not
less than) 0.5N
Procedure: About 2g of the oil was measured into flask A. All the subsequent
operations was performed on both A and the Blank (B). Exactly 25.0ml of the
approximately 0.5N alcoholic KOH solution was added, the reflux condenser was
attached and the flask immersed in boiling water for 60min. The flask was swirled
frequently during the heating. After refluxing, 0.5ml of 1% phenolphthalein was
added and titrated very carefully, whilst still hot, with 0.5N HCl (accurately
standardized). Volumes of 0.5N HCl used were Aml (sample) and Bml(Blank):
42
Page 43
3.1.2 Determination of Iodine value (Wijs’ Method):
Wij’s Reagent: 8g of iodine trichloride was dissolved in about 200ml of glacial
acid and a solution containing 9g of iodine dissolved in 300ml of carbon
tetrachloride was mixed. The mixture was diluted to 1000ml with glacial acetic
acid.
Procedure: Two dry, stoppered reagent bottles, A and B, of 250 – 400ml capacity
was used. 0.24g of oil was weighed. Then 5ml of carbon tetrachloride was added
from a dry measuring cylinder into both A and B. All the subsequent operations
were performed on both A and B.
Exactly 10.0ml of wijs’ solution was added. The solution was swirled round and
the stopper inserted, which was previously moistened with 10% potassium iodide
solution, in the bottle. It was allowed to stand in the dark for 30min, then 10ml of
10% KI solution was and 50ml of distilled water were added. The solution was
swirled and titrated carefully with 0.1N sodium thiosulphate solution. From time to
time during the titration, the stopper was inserted and the bottle shakened. When
43
Page 44
the aqueous layer became very pale yellow after shaking, starch solution was
added and the titration continued.
Volume of 0.1N thiosulphate used was Aml (sample) and Bml (Blank):
3.1.3 Determination of Free Fatty Acid (FFA):
Procedure:20ml of alcohol (95%) was mixed with 20ml of diethyl ether, 1ml of
phenolphthalein indicator (1% in alcohol) was added and the mixture was
neutralized by adding 0.1N KOH from a burette. 5g of sample was weighed out
into a beaker-flask (250ml capacity). Then the solvent was added to the oil, swirled
and titrated with 0.1N KOH until a pink colour persist for 15s
Titration = Vml of 0.1N of KOH and W = Weight of sample taken (g), then:
3.1.4 Determination of Peroxide Value (Lea’s Rapid Method):
Procedure: 1g of Oil was weighed into a boiling-tube, 1g of KI and 20ml of
solvent mixture (2:1 glacial acetic acid – chloroform) were added and placed in
boiling water for 60s. Immediately, the hot liquid was poured into a flask
44
Page 45
containing 20ml of 5% KI and washed with 10ml of water. Starch solution was
added and titrated with 0.002N sodium thiosulphate (Titre = Tml, which did not
exceed 10ml)
Where W = weight of sample taken (g)
3.1.5 Determination of Ester Value
Ester Value = Saponification Value – Acid Value
Where Acid Value = 2 x Free Fatty Acid
3.2 Laboratory Scale Production of Toilet Soap
Soda Solution: This was prepared by mixing 15ml of caustic soda and 7.5ml of
Carboxymethyl Cellulose with 45ml of water.
Soda Ash Solution: This was prepared by mixing 15ml of soda ash and 7.5ml of
Sodium bicarbonate with 45ml of water.
The two solutions were mixed together, 7.5ml of sulphonic acid and sodium
silicate were added respectively. The final mixture was mixed with 180ml of oil
and stirring was done until it traced. It was heated in a water bath at 110ºC. The
heating continued until the gelling. Thereafter glycerine was decanted off and
45
Page 46
essential oil and colourant were added. The soap was poured into mould. It was left
in the mould till it sets. The soap was removed from the mould and allowed to cure
for three weeks after which samples were taken out for quality analysis.
3.3 Analysis of Quality Parameters of Soap
The soap produced was analyzed for the following quality parameters: Total Fatty
Matter, Free Alkali, Moisture Content, Foam Stability, and pH using methods
described by AOAC, 1980.
3.3.1 Determination of Total Fatty Matter (TFM):
5 gm of soap was weighed and transferred into 250 ml beaker. To completely
dissolve the soap 100 ml hot water was added. 40 ml of 0.5 N HNO3 was added to
the mixture until contents were slightly acidic. The mixture was heated over water
bath until the fatty acids were floating as a layer above the solution. Then the
mixture is cooled suddenly in ice water in order to solidify the fatty acids and
separate them. 50 ml of chloroform was added to the remaining solution and
transferred into a separating funnel. The solution was shakened and allowed to
separate into 2 layers and the bottom layer was drained out. 50 ml of chloroform
was added to the remaining solution in the separating funnel. The fatty acid
dissolved chloroform was again separated as in the previous case and it was
46
Page 47
transferred to the collected fatty matter. The fatty matter was weighed in a
previously weighed porcelain dish. From the difference in weight, the % of fatty
matter was calculated in the given soap sample.
where:
A – weight of the porcelain dish, g;
B – weight of the porcelain dish + soap after drying, g;
C – weight of the initial sample of soap, g.
3.3.2 Determination of Free Alkali:
A sample of the scrapped soap (10 g) was placed in a conical flask and 100 cm3of
neutralized alcohol added. The flask and the content was placed on a water bath
and heated until the soap dissolved. The 10 cm3 of 10% Barium chloride solution
and 2 to 3 drops of phenolphthalein indicator was added. The whole content was
titrated against O.IN H2SO4 until the solution became colourless. The free alkali
will then be calculated.
where:
47
Page 48
M – molarity of H2SO4 solution, mol·L-1;
V – volume of H2SO4 solution used in titration, mL;
W – weight of the soap sample, g
3.3.3 Determination of Moisture content:
A sample of the scrapped soap (l0g) was introduced into a dish and placed in an
oven for 1 hour at 110°C. It was allowed to cool down and then weighed. The
moisture content in percentage was calculated.
3.3.4 Determination of Foam stability:
The soap produced was used to form lather in water and the time for the foam to
collapse was determined using a stopwatch.
3.3.5 Determination of Alkalinity:
1% of soap solution is prepared by dissolving about 0.5 g of the soap in 50 mL of
deionized water. Heat was applied to dissolve the soap completely. Using a pH
meter the alkalinity of the soap solution was determined. The electrode of the pH
meter was dipped inside the soap solution. The pH value of the solution was
recorded.
48
Page 49
CHAPTER FOUR
RESULTS AND DISCUSSION
In this section, results obtained from the experimental design are treated using
tables and arithmetic mean. Descriptive statistical tool (scatter diagram) is used to
show a pictorial representation of results obtained. An inferential statistical tool
(correlation coefficient) is employed to test the experimental hypothesis.
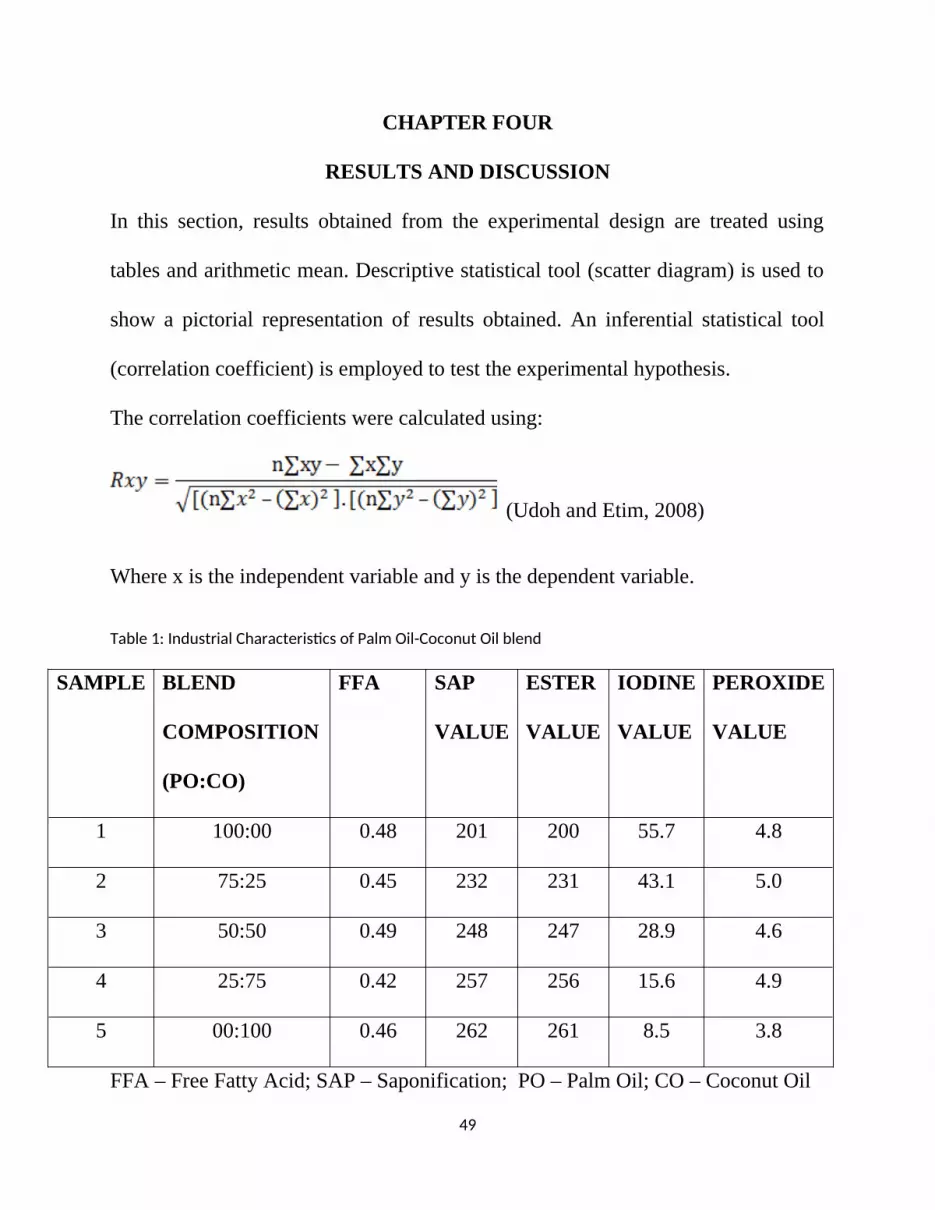
The correlation coefficients were calculated using:
(Udoh and Etim, 2008)
Where x is the independent variable and y is the dependent variable.
Table 1: Industrial Characteristics of Palm Oil-Coconut Oil blend
SAMPLE BLEND
COMPOSITION
(PO:CO)
FFA SAP
VALUE
ESTER
VALUE
IODINE
VALUE
PEROXIDE
VALUE
1 100:00 0.48 201 200 55.7 4.8
2 75:25 0.45 232 231 43.1 5.0
3 50:50 0.49 248 247 28.9 4.6
4 25:75 0.42 257 256 15.6 4.9
5 00:100 0.46 262 261 8.5 3.8
FFA – Free Fatty Acid; SAP – Saponification; PO – Palm Oil; CO – Coconut Oil
49
Page 50
Result here represents average of two replications
Free Fatty Acid – (as Oleic Acid), mg KOH/g
Saponification Value - mg KOH/g
Ester Value – mg KOH/g
Iodine Value – gI2/100g
Peroxide Value – Meq KOH/g
Table 2: Effect of coconut oil composition on industrial characteristics of the blend
INDUSTRIAL CHARACTERISTICS CORRELATION COEFFICIENT
Free Fatty Acid -0.40
Saponification Value +0.94
Ester Value +0.94
Iodine Value -0.99
Peroxide Value -0.69
50
Page 51
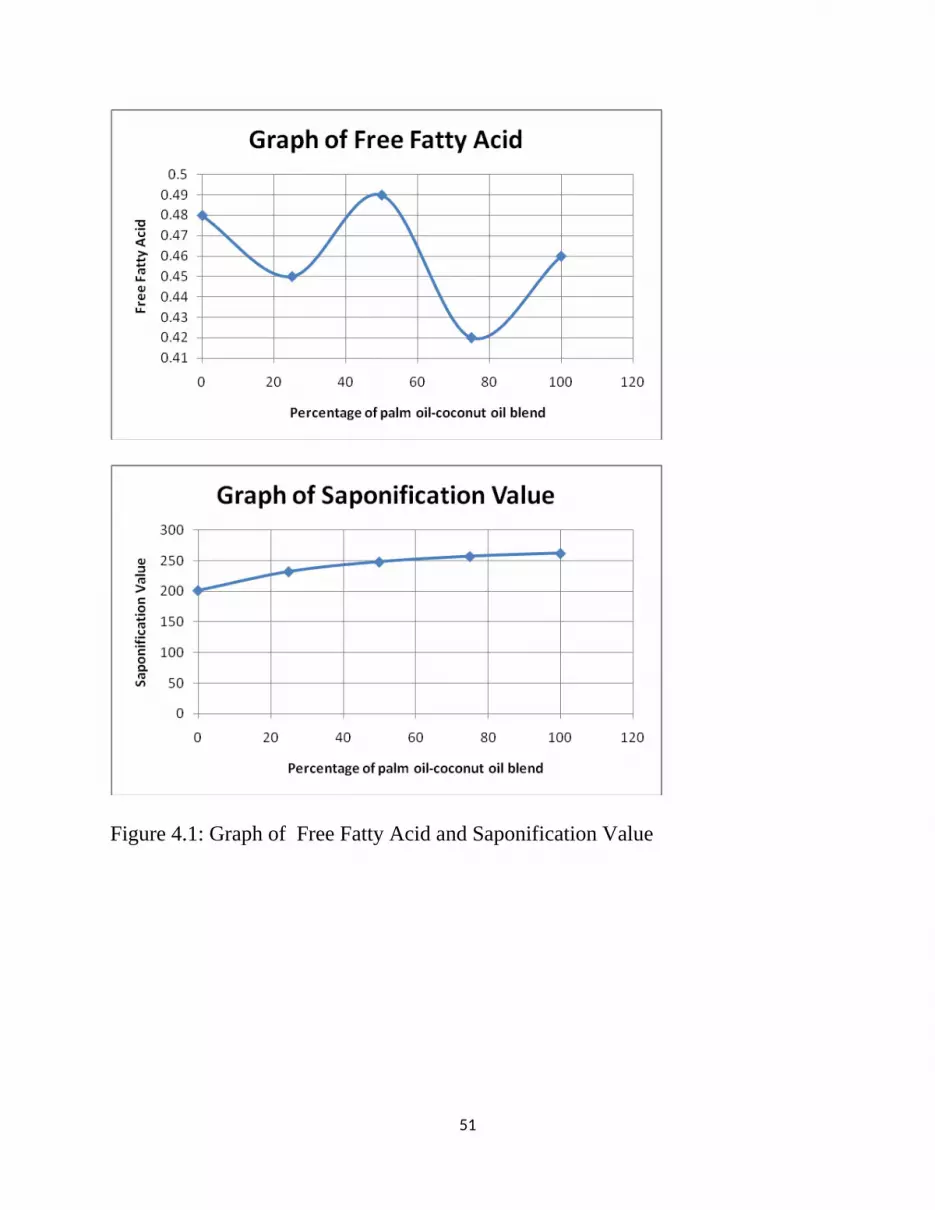
Figure 4.1: Graph of Free Fatty Acid and Saponification Value
51
Page 52
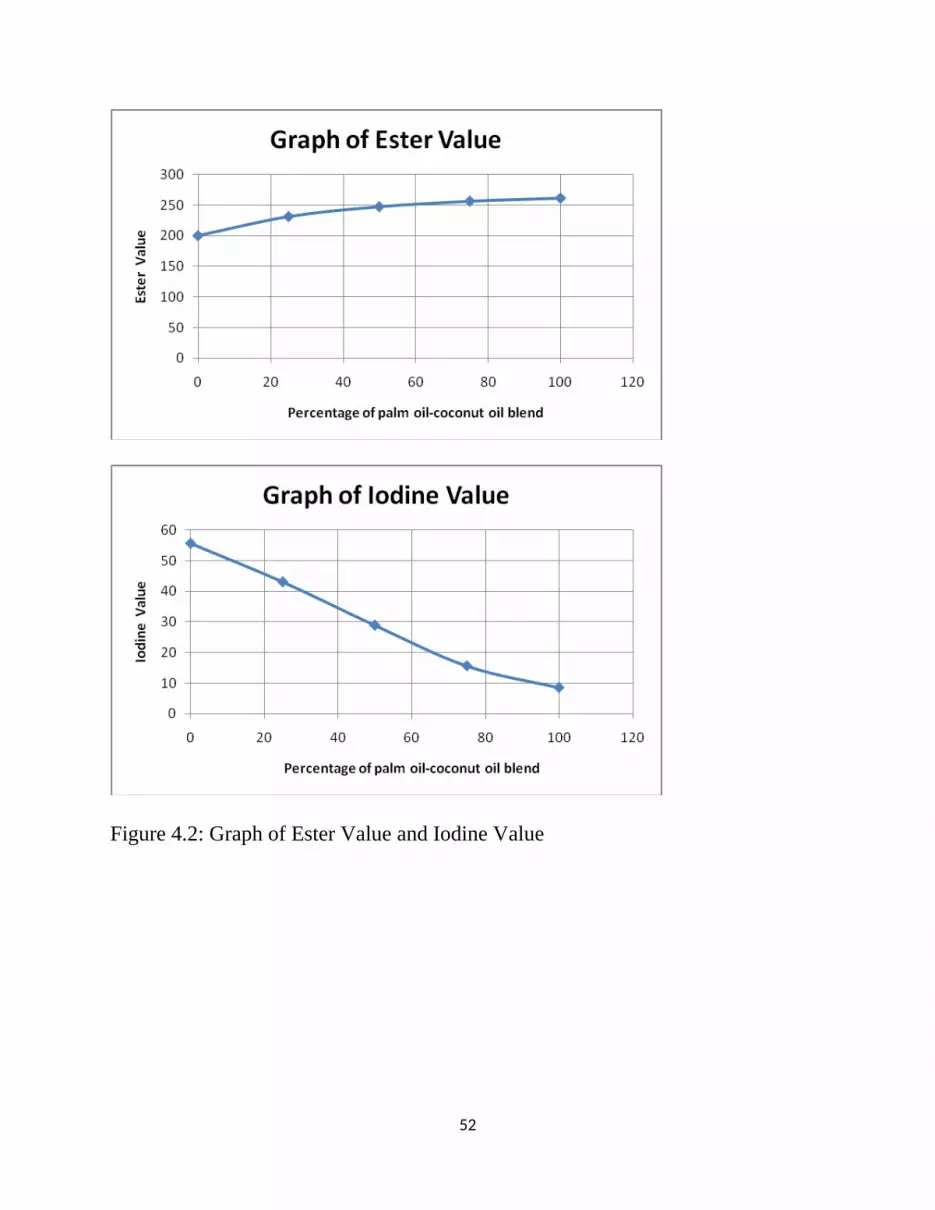
Figure 4.2: Graph of Ester Value and Iodine Value
52
Page 53
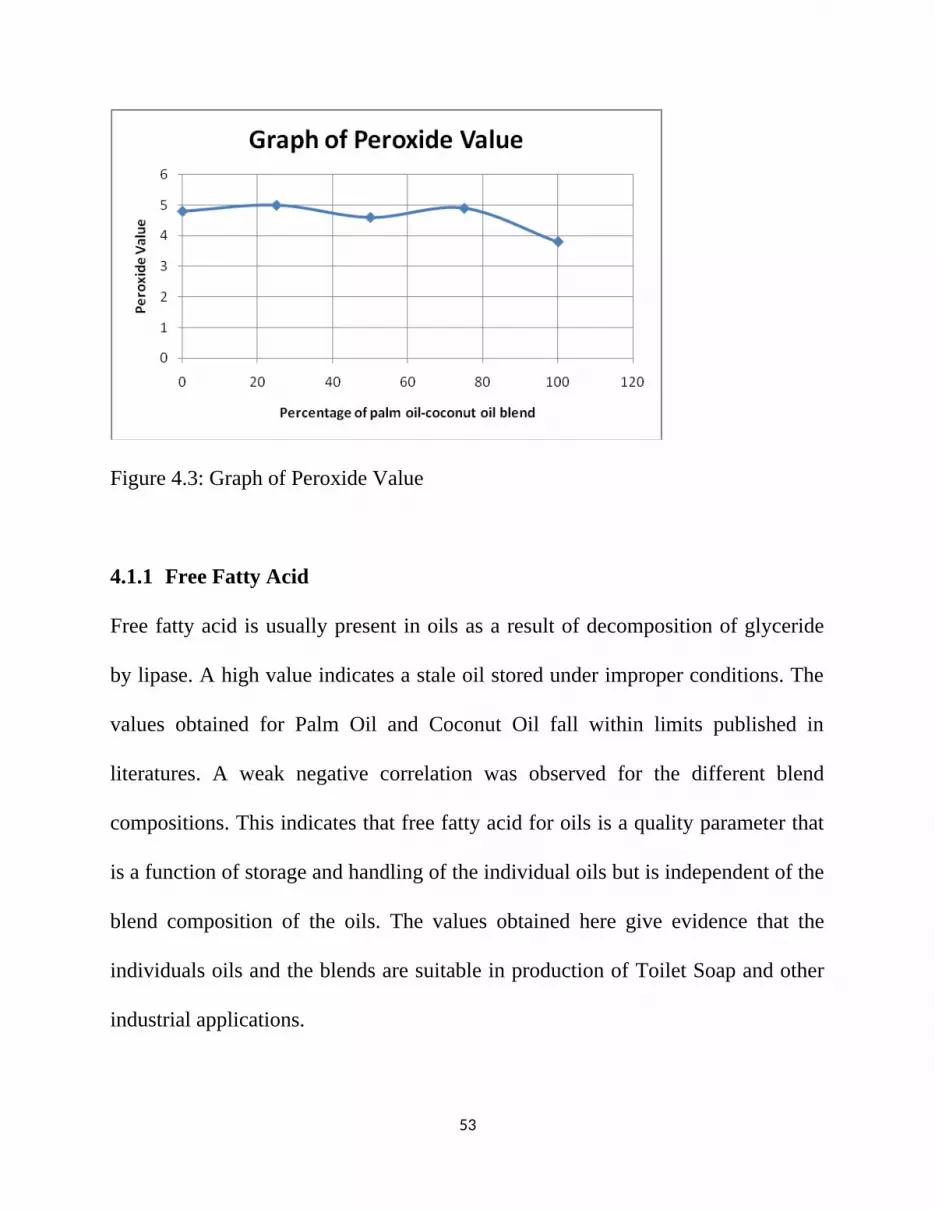
Figure 4.3: Graph of Peroxide Value
4.1.1 Free Fatty Acid
Free fatty acid is usually present in oils as a result of decomposition of glyceride
by lipase. A high value indicates a stale oil stored under improper conditions. The
values obtained for Palm Oil and Coconut Oil fall within limits published in
literatures. A weak negative correlation was observed for the different blend
compositions. This indicates that free fatty acid for oils is a quality parameter that
is a function of storage and handling of the individual oils but is independent of the
blend composition of the oils. The values obtained here give evidence that the
individuals oils and the blends are suitable in production of Toilet Soap and other
industrial applications.
53
Page 54
4.1.2 Saponification Value
Saponification Value helps to determine the amount of alkali needed to react with a
given amount of oil in soap production. It also indicates the extent of adulteration
of an oil. The values obtained for Palm Oil and Coconut Oil fall within limits
published in literatures. It was observed that with blending of Coconut Oil in Palm
Oil, the Saponification value of Palm Oil increased with increase in composition of
Coconut Oil. The results indicate that blending Coconut Oil in Palm Oil helps to
improve the Saponification Value of Palm whereas blending Palm Oil in Coconut
Oil lowers the Saponification value of Coconut Oil. The values obtained for the
oils and the blend reveals that both the individual oils and the blend of Coconut Oil
in Palm Oil will give optimum yield of Toilet Soap.
4.1.3 Ester Value
Ester Value is a relative measure of the amount of ester present. Esters which are
reaction products of fatty acid and alcohols are used in the manufacture of
pharmaceutical products, cosmetics, textiles, as emulsifier for agricultural
products, and as synthetic lubricants. It was observed that ester value increased
when coconut oil was blended with palm oil and decreased when palm oil was
blended in coconut oil.
54
Page 55
4.1.4 Iodine Value
Iodine Value indicates the degree of unsaturation of acids in oils. Palm oil was
observed to have a higher value than coconut oil – Palm Oil being highly
unsaturated while Coconut Oil is highly saturated. These values are within limit of
those reported in literatures. Result showed that blending coconut oil in palm oil
greatly reduce the iodine value of palm oil. This will guarantee an increase of
oxidative stability of the palm oil – an evidence that coconut oil can be used as a
natural antioxidant to other oils. Also, since palm oil with a high iodine number
normally produces soft soap, blending the palm oil with a proportion of coconut oil
will add a relative hardness to the soap which will give a product that lasts.
4.1.5 Peroxide Value
Peroxide Value is a measure of oil deterioration. It gives the extent to which
rancidity reactions have occurred during storage. Result obtained for both palm oil
and coconut oil falls within limit reported in literatures. This indicates that both
oils were fresh and of good quality as at the time of extraction, characterization and
use. It was observed that there was a weak negative correlation with different blend
compositions. This reveals that peroxide value is an indication of quality and
stability of oil and it is independent of blend composition.
55
Page 56
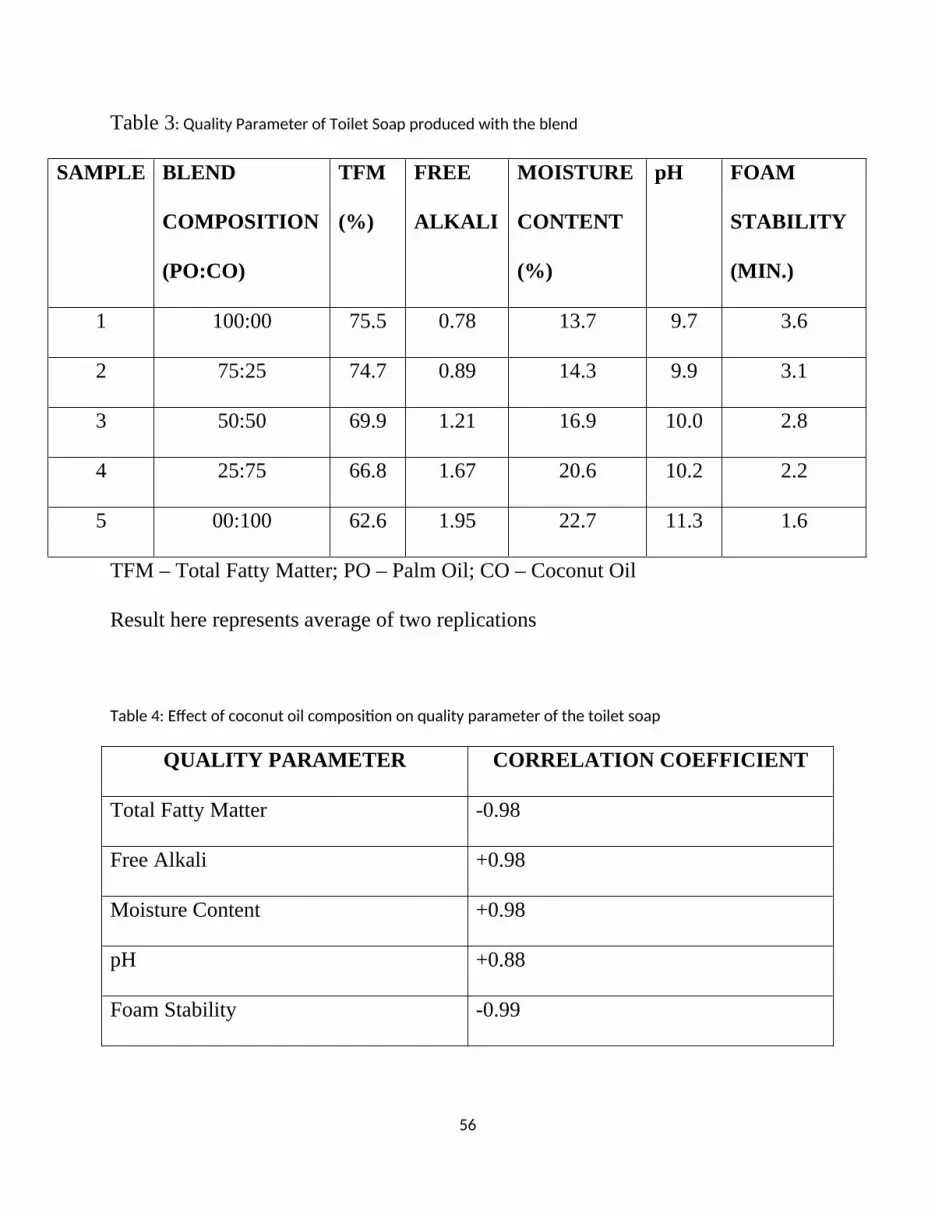
Table 3: Quality Parameter of Toilet Soap produced with the blend
SAMPLE BLEND
COMPOSITION
(PO:CO)
TFM
(%)
FREE
ALKALI
MOISTURE
CONTENT
(%)
pH FOAM
STABILITY
(MIN.)
1 100:00 75.5 0.78 13.7 9.7 3.6
2 75:25 74.7 0.89 14.3 9.9 3.1
3 50:50 69.9 1.21 16.9 10.0 2.8
4 25:75 66.8 1.67 20.6 10.2 2.2
5 00:100 62.6 1.95 22.7 11.3 1.6
TFM – Total Fatty Matter; PO – Palm Oil; CO – Coconut Oil
Result here represents average of two replications
Table 4: Effect of coconut oil composition on quality parameter of the toilet soap
QUALITY PARAMETER CORRELATION COEFFICIENT
Total Fatty Matter -0.98
Free Alkali +0.98
Moisture Content +0.98
pH +0.88
Foam Stability -0.99
56
Page 57
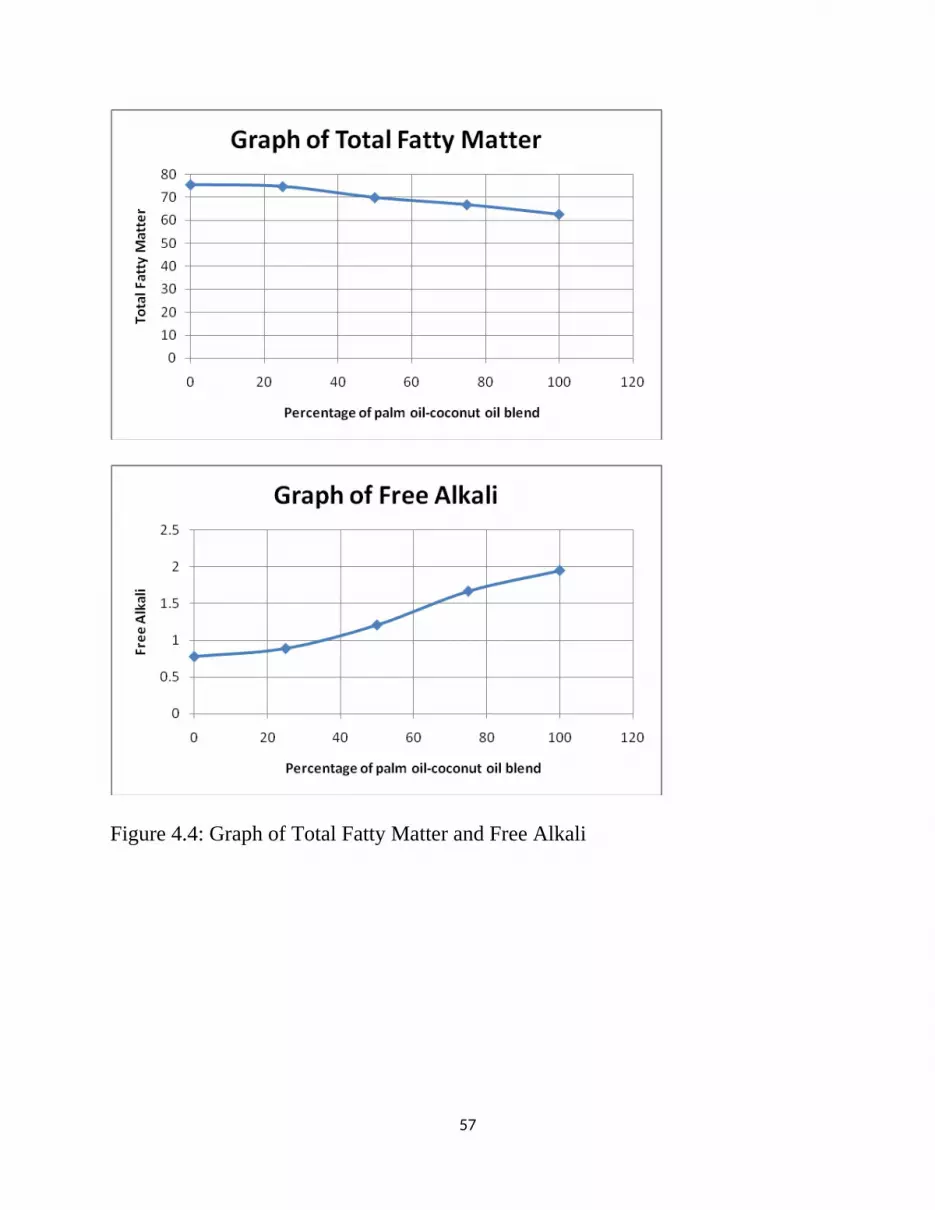
Figure 4.4: Graph of Total Fatty Matter and Free Alkali
57
Page 58
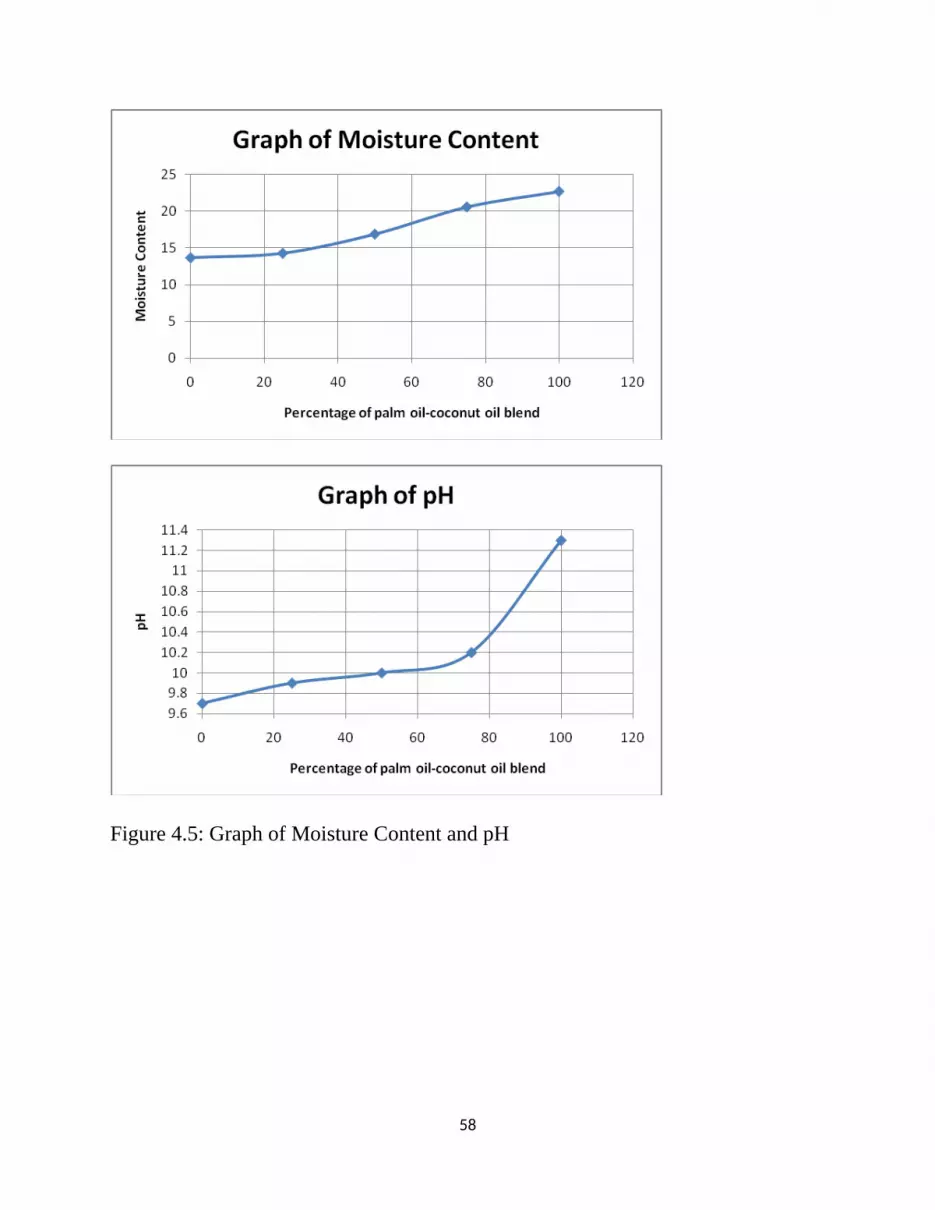
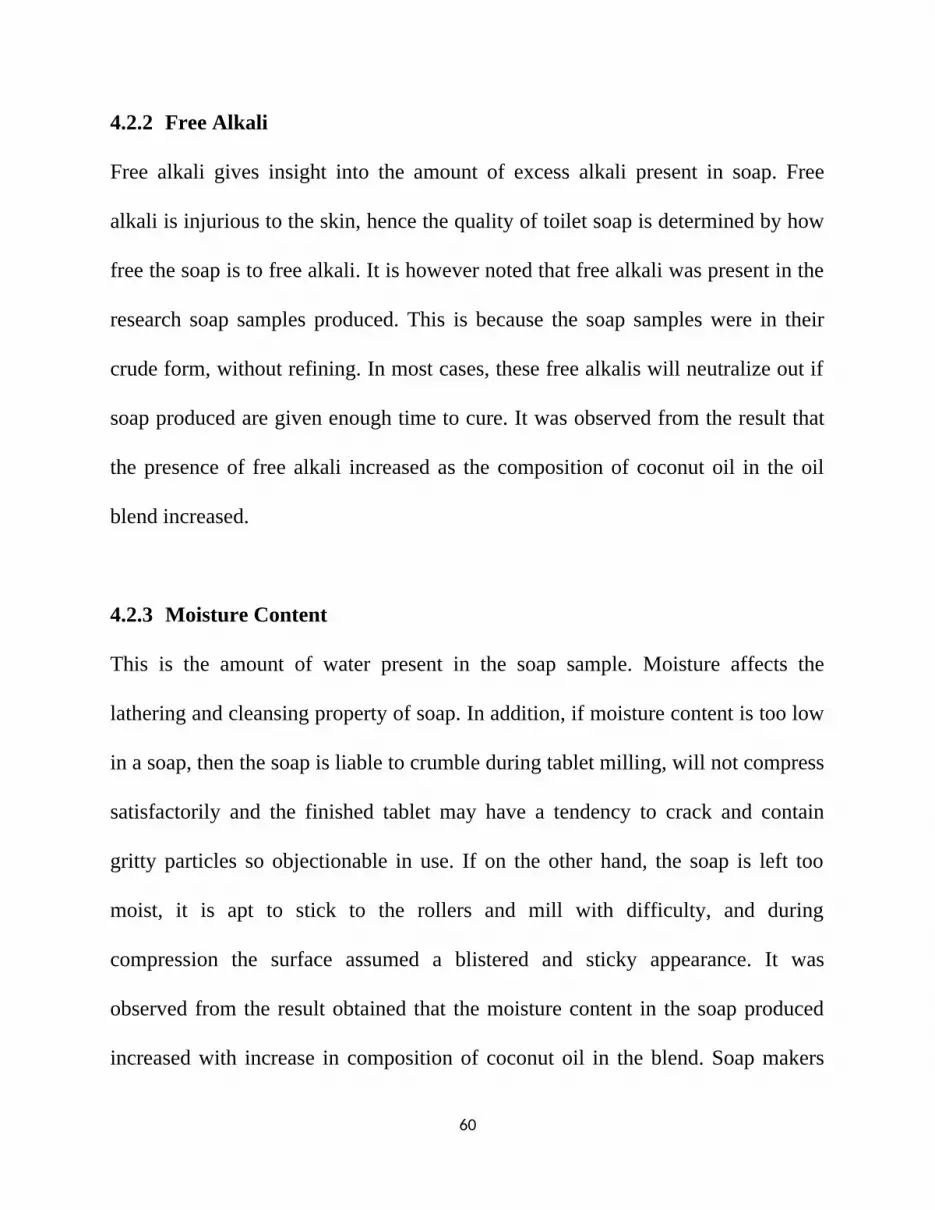
Figure 4.5: Graph of Moisture Content and pH
58
Page 59
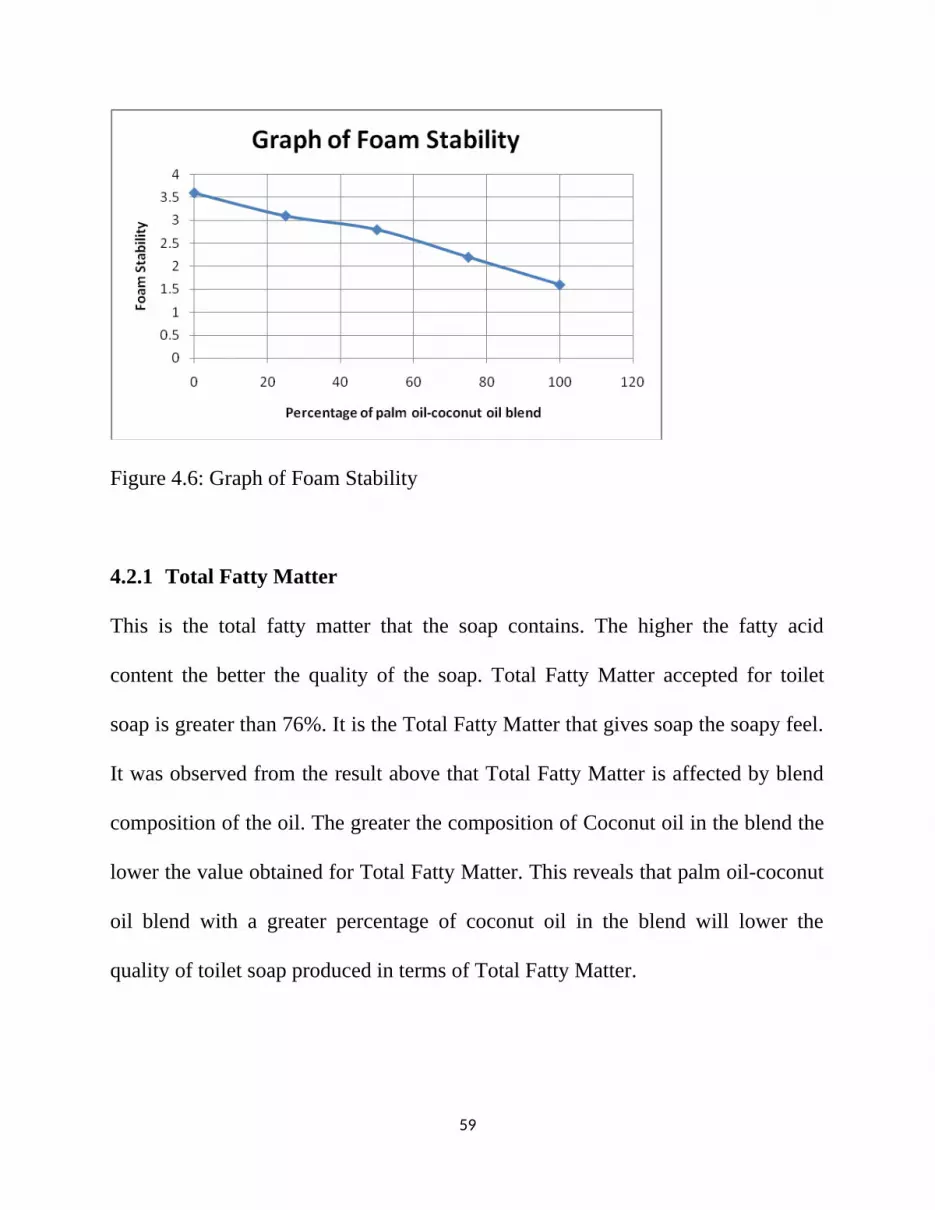
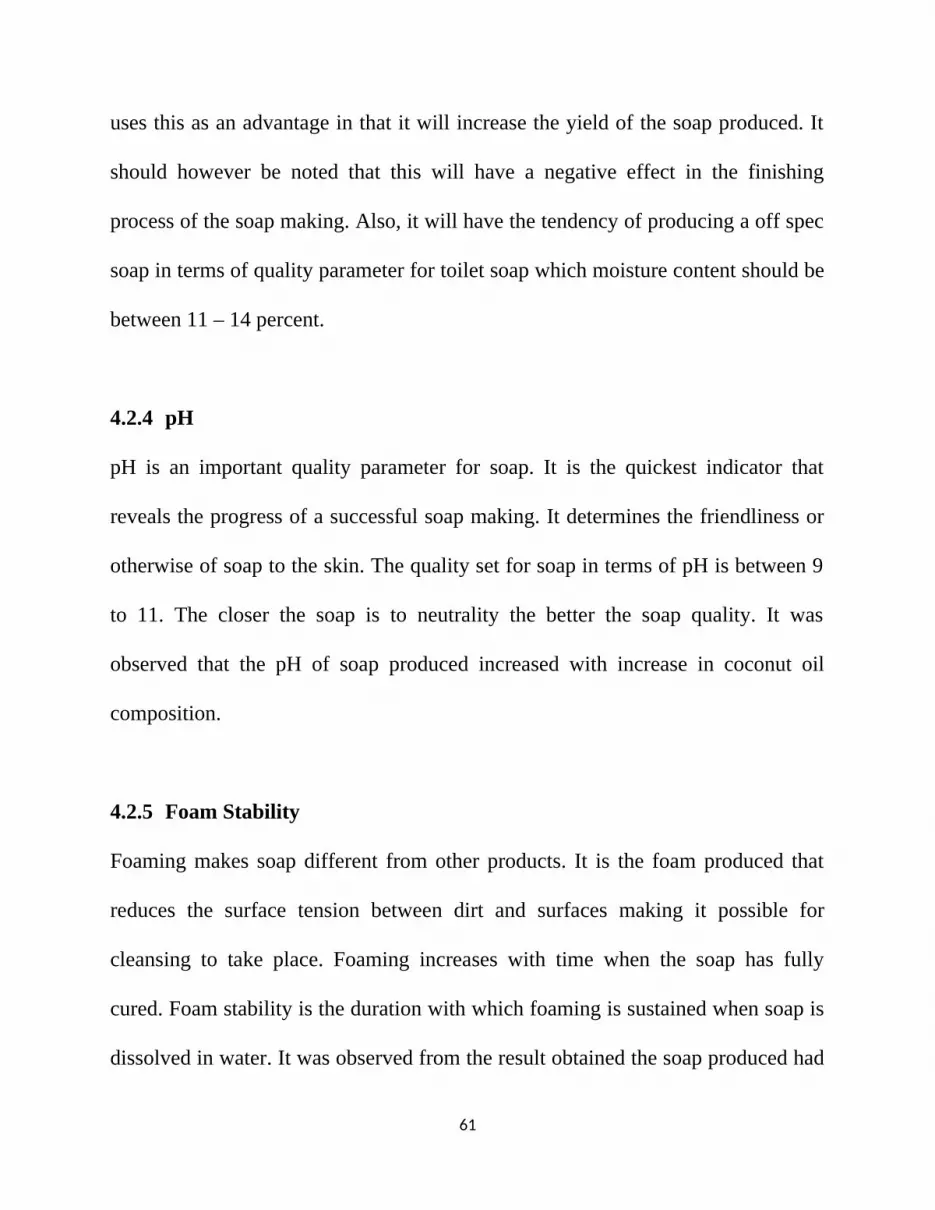
Figure 4.6: Graph of Foam Stability
4.2.1 Total Fatty Matter
This is the total fatty matter that the soap contains. The higher the fatty acid
content the better the quality of the soap. Total Fatty Matter accepted for toilet
soap is greater than 76%. It is the Total Fatty Matter that gives soap the soapy feel.
It was observed from the result above that Total Fatty Matter is affected by blend
composition of the oil. The greater the composition of Coconut oil in the blend the
lower the value obtained for Total Fatty Matter. This reveals that palm oil-coconut
oil blend with a greater percentage of coconut oil in the blend will lower the
quality of toilet soap produced in terms of Total Fatty Matter.
59
Page 60
4.2.2 Free Alkali
Free alkali gives insight into the amount of excess alkali present in soap. Free
alkali is injurious to the skin, hence the quality of toilet soap is determined by how
free the soap is to free alkali. It is however noted that free alkali was present in the
research soap samples produced. This is because the soap samples were in their
crude form, without refining. In most cases, these free alkalis will neutralize out if
soap produced are given enough time to cure. It was observed from the result that
the presence of free alkali increased as the composition of coconut oil in the oil
blend increased.
4.2.3 Moisture Content
This is the amount of water present in the soap sample. Moisture affects the
lathering and cleansing property of soap. In addition, if moisture content is too low
in a soap, then the soap is liable to crumble during tablet milling, will not compress
satisfactorily and the finished tablet may have a tendency to crack and contain
gritty particles so objectionable in use. If on the other hand, the soap is left too
moist, it is apt to stick to the rollers and mill with difficulty, and during
compression the surface assumed a blistered and sticky appearance. It was
observed from the result obtained that the moisture content in the soap produced
increased with increase in composition of coconut oil in the blend. Soap makers
60
Page 61
uses this as an advantage in that it will increase the yield of the soap produced. It
should however be noted that this will have a negative effect in the finishing
process of the soap making. Also, it will have the tendency of producing a off spec
soap in terms of quality parameter for toilet soap which moisture content should be
between 11 – 14 percent.
4.2.4 pH
pH is an important quality parameter for soap. It is the quickest indicator that
reveals the progress of a successful soap making. It determines the friendliness or
otherwise of soap to the skin. The quality set for soap in terms of pH is between 9
to 11. The closer the soap is to neutrality the better the soap quality. It was
observed that the pH of soap produced increased with increase in coconut oil
composition.
4.2.5 Foam Stability
Foaming makes soap different from other products. It is the foam produced that
reduces the surface tension between dirt and surfaces making it possible for
cleansing to take place. Foaming increases with time when the soap has fully
cured. Foam stability is the duration with which foaming is sustained when soap is
dissolved in water. It was observed from the result obtained the soap produced had
61
Page 62
a satisfiable foam stability. However, this stability decreased with increase in
coconut oil composition in the oil blend. This could be explained by the fact that
coconut oil though it produces a better foaming in soap compared to palm oil, this
foam is only short lived. This short lived foam tendency in imparted to the oil
blend used in the soap produced. Another reason for the decrease in the foam
stability is as a result in moisture content which increases as coconut oil
composition is increased in the oil blend.
62
Page 63
CHAPTER FIVE
CONCLUSION AND RECOMMENDATION
5.1 CONCLUSION
Industrial characteristics that are considered to be of utmost importance when
working with organic oils for soap production are saponification value, iodine
value, free fatty acid, ester value and peroxide value. Out of these characteristics,
some like saponification value, iodine value and ester value was observed to be
affected by varying composition of the oil blend being researched. While others
like iodine value and peroxide value were not affected but indicate the quality of
the oils and the blend in terms of freshness and stability to storage.
Results obtained from this research revealed that by blending coconut oil in palm
oil, the industrial characteristics of the palm oil is greatly improved thereby making
it better for industrial applications rather than using a single oil – either only
coconut oil or palm oil.
In the same vein, quality parameter of toilet soap such as total fatty matter, free
alkali, moisture content, pH, and foam stability was also investigated for both soap
produced by individual oils and the oil blend. Result indicated that the soap
produced was within specification compared to quality standards published in
63
Page 64
literatures. However, it was observed that the soap quality parameter was reducing
as the composition of coconut oil was increased for the soap making.
To this end, it can be concluded that in order to achieved an improved industrial
characteristics from palm oil-coconut oil blend as well as attain a within spec
quality parameter for toilet soap, palm oil and coconut oil should be blended in the
proportion of 75 percent is to 25 percent composition.
5.2 RECOMMENDATION
Having carried out this research and the result analyzed, it can be seen that palm
oil and coconut oil can be blended to obtain an excellent industrial characteristics
for a wide range of industrial applications. The blend can used to produced toilet
soap with quality parameter that is within specification and at the same time rich in
ingredients imparted by both oils.
It is recommended that a commercial plant should be designed and setup to extract
these oils and blended for industrial use. The enhanced toilet soap obtained for this
work as a research product should be further studied for economics and a pilot
plant be setup to incorporate effort in finishing of the product to obtained a toilet
soap that will be both rich in quality and at the same time possess aethestic appeal.
64
Page 65
Thereafter, a commercial plant should be designed and built to produce the toilet
soap for the consumers. This will creates jobs and boost the nation’s gross
domestic product (GDP). The venture will have technical, economical and
environmental feasibility because the oils are renewable resources and are
biodegradable.
65
Page 66
REFERENCES
AGTD (2011): “Economics of Rural Renewable Energy Technologies”.
Secretariat of the Pacific Community – Applied Geoscience and
Technology Division.
AOAC (1990): “Official Methods of Analysis”. 15th Edition. Association of
Official Analytical Chemist. Washington DC
AOCS (1952): “Industrial Uses of Soap and Synthetic Detergent” Journal of the
American Oil Chemists Society. Volume 29. Issue 11. Pp. 526-529.
AOCS (1993): “Official method and recommended practices” American Oil
Chemist Society. Fifth Edition. AOCS Press. Champaign
Applewhite, T. (ed.) (1985): Bailey’s Industrial Oil and Fat Products. Volume 3.
New York: John Wiley and Sons Inc.
Asuquo, J., A. Anusiem, and E. Etim (2012): Extraction and Characterization of
Rubber Seed Oil. Nigeria. International Journal of Modern Chemistry.
Barron, B. (2014): What are the Benefits of Palm Oil on Skin and Hair. Nigeria:
Liverstrong
Beare-Rogers, J, A. Dieffenbacher, J. Holm (2001): "Lexicon of lipid
nutrition (IUPAC Technical Report)". Pure and Applied Chemistry.
Availabe at: www.wikipaedia.com/coconutoil, Accessed, 15/10/2014
66
Page 67
Brady, G., H. Clauser, J. Vaccari (2002): Materials Handbook – An
Encyclopaedia for Managers, Technical Professionals, Purchasing and
Production Managers, Technicians, and Supervisors (15th Edition)
McGraw-Hill
Browning, M. (2003): 300 Handcrafted Soaps – Great Melt and Pour Projects.
Sterling Publishing.
Bourke, R and T. Harwood (2009): Food and Agriculture in Papua New Guinea. Australian
National University. p. 327. ISBN 978-1-921536-60-1.
Butler, H. (ed.) (2000): Poucher's Perfumes, Cosmetics and Soaps, 10th Edition,
Great Britain. Kluwer Academic Publishers
Clark, M. (2011): "Once a Villain, Coconut Oil Charms the Health Food
World". The New York Times.
Denniston, K., J. Topping, R. Cariet (2004): General Organic and Biochemistry
(Fourth Edition). New York. McGraw Hill Companies
Eke, U., O. Dosumu, E. Oladipo, and F. Agunbiade (2004): “Analysis of
Locally produced Soap using Sheabutter Oil (SBO) Blended with Palm-
Kernel Oil (PKO)”. Department of Chemistry, University of Ilorin.
Ilorin. Nigeria: Nigeria, Journal of Science Vol. 38
67
Page 68
Ekwu, F. and A. Nwagu (2004): Effect of Processing on the Quality of Cashew
Nut Oils. Electronic Journal of Environmental, Agricultural and Food
Chemistry. ISSN: 1579-4377
Fife, B. (2005): “The Healing Miracle of Coconut Oil”. Healthwise Publications.
Colorado Springs. Piccadilly Books Limited
Girgis, A., N. El-Aziz and S. El-Salam (1998): “Physical and chemical
characteristics of toilet soap made from apricot kernel oil and palm
stearin”. Agricultural Research Centre, Food Technology Resources
Institute, Oils and Fats Resources Department 9. Egypt: Grasas y
Aceites. Volume 49.
Girgis, A. (1999): “Using of mucilage palm oil in the toilet soap production”.
Agricultural Research Centre, Food Technology Resources Institute, Oils
and Fats Resources Department 9. Egypt: Grasas y Aceites. Volume 50.
http://grasasyaceites.revistas.csic.es/index.php/grasasyaceites/article/viewFil
e/654/665. (Accessed, 24/12/2014)
Grimwood, B., F. Ashman, D. Dendy, C. Jarman, E. Little, W. Timmins (1975): Coconut
Palm Products – Their processing in developing countries. Rome: FAO. ISBN 978-92-
5-100853-9
Harry, R. (1963): The Principles and Practice of Modern Cosmetics. (Volume
two). Cosmetic Materials their origin, characteristics, uses and
dermatological action. London: Leonard Hill (Books) Limited.
68
Page 69
http://ethesis.nitrkl.ac.in/5371/1/109CH0476.pdf (Accessed, 24/12/2014):
“Preparation of Soap Using Different Types of Oils and Exploring its
Properties”. By Debesh Mishra, Department of Chemical Engineering
National Institute of Technology
http://www.naturalhabitats.com/en/blog/red_palm_oil_extraction_process.
(Accessed, 24/12/2014): “Red Palm Oil Extraction Process”. Natural
Habitats
http://pubs.caritasuni.edu.ng. (Accessed, 21/11/2014): Extraction and
Characterization of Vegetable Oil Using Bread Fruit Seed.
James, T. and A. Rahman (2005): "Efficacy of several organic herbicides and
glyphosate formulations under simulated rainfall". New Zealand
Plant Protection 58: 157–163.
Katragadda, H., A. Fullana, S. Sidhu, A. Carbonell-Barrachina(2010):
"Emissions of volatile aldehydes from heated cooking oils". Food
Chemistry 120: 59. doi:10.1016/j.foodchem.2009.09.070
Kim, J., D. Kim, S. Lee, S. Yoo, (2010): “Correlation of Fatty Acid Composition
of Vegetable Oils with Rheological Behaviour and Oil Uptake”. In Zahir E.
et (2014). “Study of Physicochemical Properties of Edible Oil and
Evaluation of Frying Oil Quality by Fourier Transform-Infrared (FI-IR)
Spectrocopy.” Arabian Journal of Chemistry. Elsevier B. V.
69
Page 70
Kuntom, A., H. Kifli, P. Lim (1996): “Chemical and physical characteristics of
soap made from distilled fatty acids of palm oil and palm-kernel oil”. In
Eke, U. et.al (2004): “Analysis of Locally produced Soap using
Sheabutter Oil (SBO) Blended with Palm-Kernel Oil (PKO)”.
Department of Chemistry, University of Ilorin. Ilorin. Nigeria: Nigeria,
Journal of Science Vol. 38
Kurian, P. (2007): Commercial Crops Technology: Vol.08. Horticulture Science Series. New
India Publishing. pp. 202–6. ISBN 81-89422-52
McNaught, A. and A. Wilkinson (1997): “Compendum of Chemical
Terminology. 2nd Edition. Oxford. Blackwell Scientific Publications.
Morrison, R., R. Boyd (1992): Organic Chemistry. Sixth Edition. New Delhi.
Prentice Hall of India Private Limited
NAS (1974): Food and Nutrition Board: Recommended Dietary Allowances,
Introduction to Nutrition, 3rd Edition. H.Fleck (ed.). Pp.11-17, New York,
Macmillan.
Pearson, D. (1973): Laboratory Techniques in Food Analysis. London:
Butterworth and Company (Publishers) Limited
70
Page 71
Perkin, E. (1992): Effect of Lipid Oxidation on Oil and Food Quality in Deep
Frying. In: Angels, A. (ed.), Lipid Oxidation in Food,. American Chemical
Society. Washington, D.C. Pp. 310 - 321
Ping, B. and C. Yuen (2000): Valuable minor constituents of commercial red
palm olein: carotenoids, vitamin E, ubiquinones and sterols Journal of Oil
Palm Research, Vol 12, No. 1 Pp. 14-24
Reeves, J. and J. Weihrauch (1979): Consumer and Food Economics Institute.
Composition of foods: fats and oils. Agriculture Handbook. Washington,
D.C.: U.S. Dept. of Agriculture, Science and Education
Administration. P. 4.
Tarrago-Trani, M., K. Phillips, L. Lemar, J. Holden (2006): "New and Existing
Oils and Fats Used in Products with Reduced Trans-Fatty Acid
Content". Journal of the American Dietetic Association. PMID 16720128.
Thorsten, B. (2005): “Lubricants and Lubrication” in in Ullmann's
Encyclopedia of Industrial Chemistry, Weinheim
Udoh, F. and P. Etim (2008): Fundamentals of Research Methodology. Nigeria:
Abaam Publishing Company.
Uppal, M. M. (2008): Engineering Chemistry (Chemical Technology). Seventh
Edition. Delhi. Khanna Publishers.
71
Page 72
APPENDIX
Raw Materials used
Oils Extracted
Set up for Determination of Saponification Value
Soap samples produced
72