PLEASE SCROLL DOWN FOR ARTICLE This article was downloaded by: [Lupi, Francesca Romana] On: 6 October 2010 Access details: Access Details: [subscription number 927643839] Publisher Taylor & Francis Informa Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37- 41 Mortimer Street, London W1T 3JH, UK Energy Sources, Part A: Recovery, Utilization, and Environmental Effects Publication details, including instructions for authors and subscription information: http://www.informaworld.com/smpp/title~content=t713770930 Rheological Study of O/W Concentrated Model Emulsions for Heavy Crude Oil Transportation D. Gabriele a ; M. Migliori a ; F. R. Lupi a ; B. De Cindio a a Department of Engineering Modelling, University of Calabria, Rende, Italy Online publication date: 05 October 2010 To cite this Article Gabriele, D. , Migliori, M. , Lupi, F. R. and De Cindio, B.(2011) 'Rheological Study of O/W Concentrated Model Emulsions for Heavy Crude Oil Transportation', Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, 33: 1, 72 — 79 To link to this Article: DOI: 10.1080/15567030902937283 URL: http://dx.doi.org/10.1080/15567030902937283 Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf This article may be used for research, teaching and private study purposes. Any substantial or systematic reproduction, re-distribution, re-selling, loan or sub-licensing, systematic supply or distribution in any form to anyone is expressly forbidden. The publisher does not give any warranty express or implied or make any representation that the contents will be complete or accurate or up to date. The accuracy of any instructions, formulae and drug doses should be independently verified with primary sources. The publisher shall not be liable for any loss, actions, claims, proceedings, demand or costs or damages whatsoever or howsoever caused arising directly or indirectly in connection with or arising out of the use of this material.
Transcript
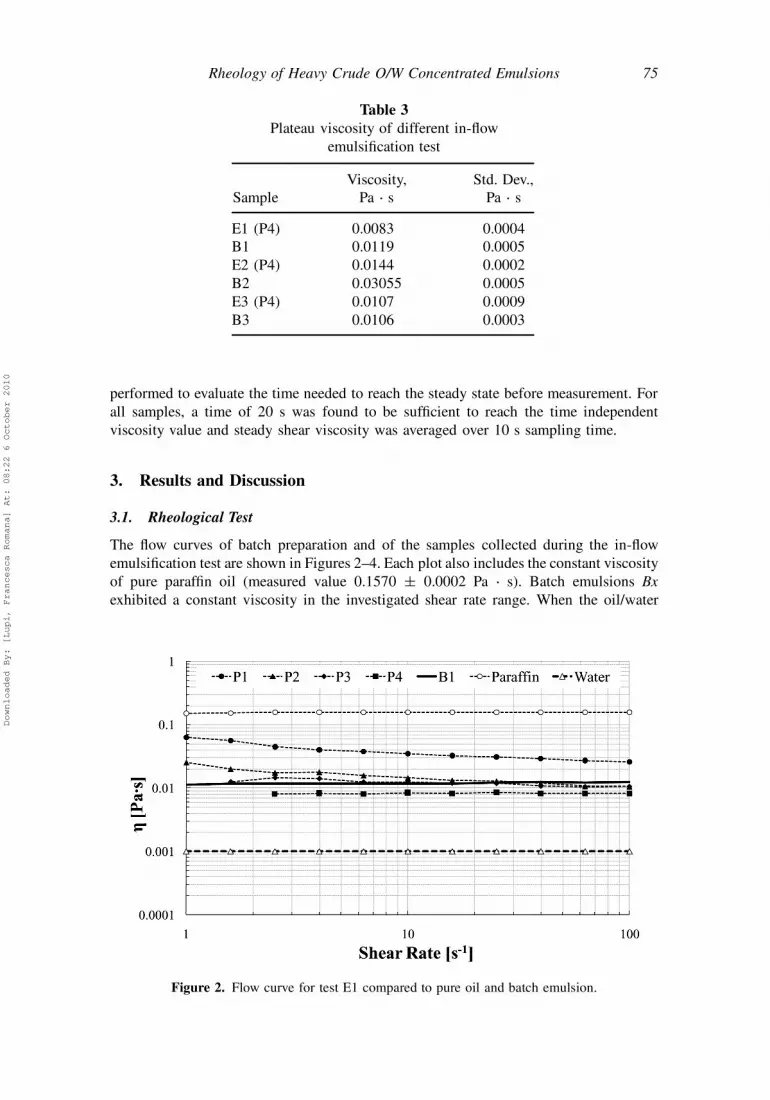
PLEASE SCROLL DOWN FOR ARTICLE
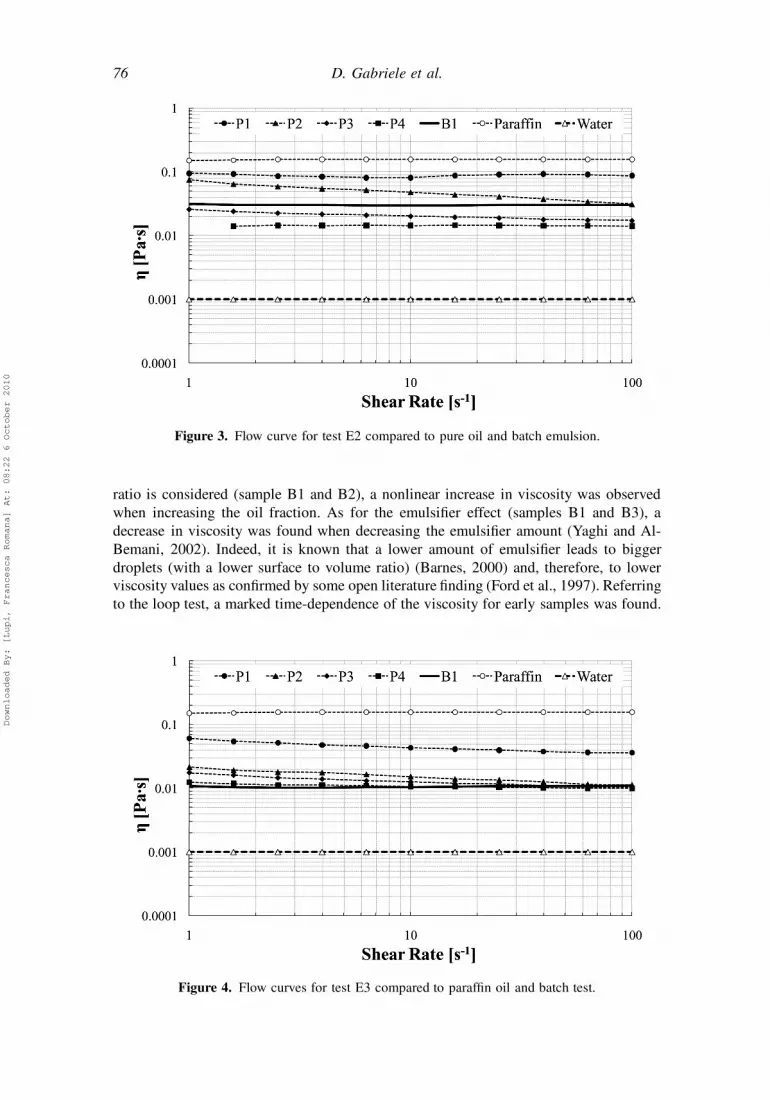
This article was downloaded by: [Lupi, Francesca Romana]On: 6 October 2010Access details: Access Details: [subscription number 927643839]Publisher Taylor & FrancisInforma Ltd Registered in England and Wales Registered Number: 1072954 Registered office: Mortimer House, 37-41 Mortimer Street, London W1T 3JH, UK
Energy Sources, Part A: Recovery, Utilization, and Environmental EffectsPublication details, including instructions for authors and subscription information:http://www.informaworld.com/smpp/title~content=t713770930
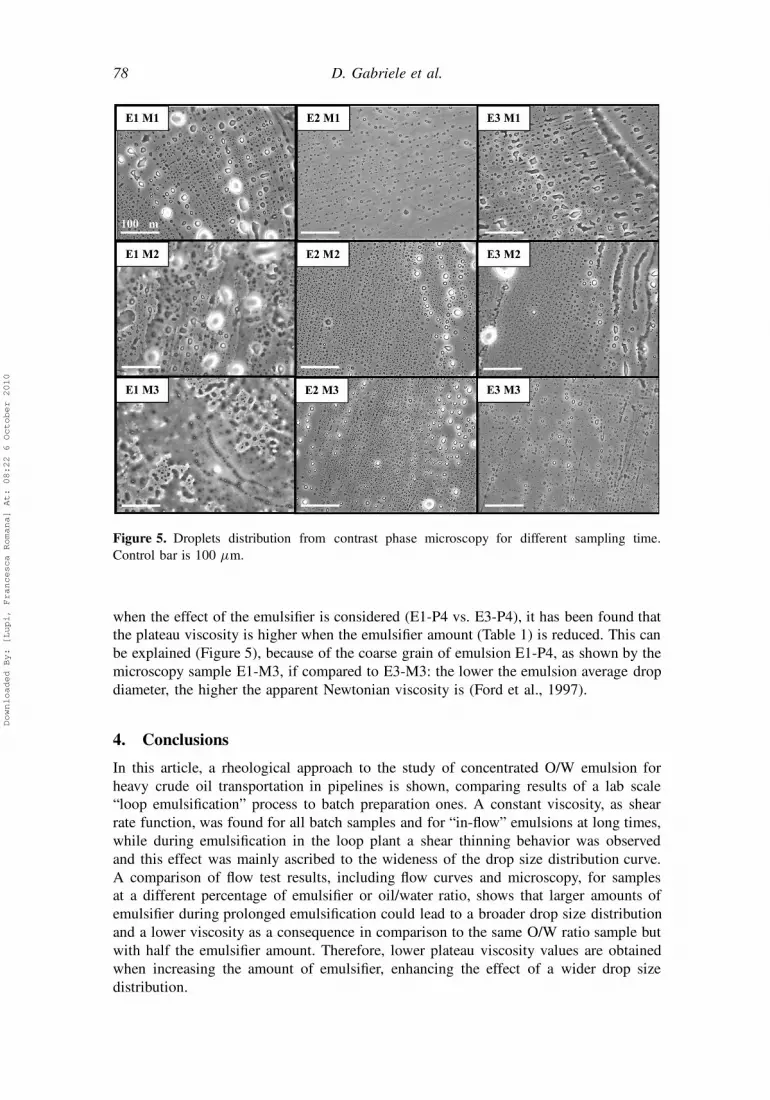
Rheological Study of O/W Concentrated Model Emulsions for HeavyCrude Oil TransportationD. Gabrielea; M. Miglioria; F. R. Lupia; B. De Cindioa
a Department of Engineering Modelling, University of Calabria, Rende, Italy
Online publication date: 05 October 2010
To cite this Article Gabriele, D. , Migliori, M. , Lupi, F. R. and De Cindio, B.(2011) 'Rheological Study of O/WConcentrated Model Emulsions for Heavy Crude Oil Transportation', Energy Sources, Part A: Recovery, Utilization, andEnvironmental Effects, 33: 1, 72 — 79To link to this Article: DOI: 10.1080/15567030902937283URL: http://dx.doi.org/10.1080/15567030902937283
Full terms and conditions of use: http://www.informaworld.com/terms-and-conditions-of-access.pdf
This article may be used for research, teaching and private study purposes. Any substantial orsystematic reproduction, re-distribution, re-selling, loan or sub-licensing, systematic supply ordistribution in any form to anyone is expressly forbidden.
The publisher does not give any warranty express or implied or make any representation that the contentswill be complete or accurate or up to date. The accuracy of any instructions, formulae and drug dosesshould be independently verified with primary sources. The publisher shall not be liable for any loss,actions, claims, proceedings, demand or costs or damages whatsoever or howsoever caused arising directlyor indirectly in connection with or arising out of the use of this material.
1University of Calabria, Department of Engineering Modelling, Rende, Italy
Abstract The oil-in-water emulsion is increasing in popularity as a cost-reducing
method for “heavy” crude oil transportation. In order to analyze the effect of oil-in-water ratio and emulsifier amount on the viscosity of the final emulsion, concentrated
model-emulsion of oil-in-water were rheologically characterized. Two emulsificationmethods were investigated: batch and “in-flow” in a lab scale plant. Comparison
revealed the effect of the emulsifier amount both on the viscosity decay during timeand on the final emulsion viscosity. Qualitative microscopy results revealed a rather
wide drop size distribution for systems exhibiting a lower viscosity value.
The preparation of crude oil in water emulsion is one of the methods used to decrease
the fluid viscosity for crude oil transportation in pipelines (Saniere et al., 2004). Emulsi-
fication can decrease the viscosity of crude oil, reducing pressure drop in pipelines as a
consequence. Nevertheless, the study of formation and characterization of crude oil-water
emulsion is still an interesting topic to be exploited, in the view of industrial application.
Viscosity of heavy oils may widely range from 0.1 to 100 Pa � s�1 (Ahmed et al., 1999;
Quiñones-Cisneros et al., 2005), also showing shear thinning behavior, depending upon
type and amount of minor components (such as waxes, resins, asphaltenes, sand, or
eventually hydrates). In the view of a systemic approach of the rheology of heavy oil
O/W emulsion, it would be useful to set up a “model oily” phase, based on standard
oil and accounting for relevant viscosity effect (including waxes, asphaltenes, and solid
particles), to be used as a test material in a bench scale test. Packing degree, droplet size,
and distribution of disperse phase strongly affect the viscosity; thus, the control of the
rheological behavior of emulsions becomes rather crucial (Pal, 2000). In this concern,
this article shows results of oil-in-water (O/W) emulsion of a base oil having a Newtonian
viscosity comparable to that of heavy oil without any additive component. Viscosity data
of O/W emulsion, prepared using hydrophilic nonionic emulsifier (Yaghi and Al-Bemani,
2002), are obtained either from batch preparation or from an emulsifying loop, a lab scale
loop-plant aiming at reproducing flow emulsification process on a small scale. Different
emulsifier amounts and O/W ratios are investigated in terms of either emulsion viscosity
or “in-flow” emulsion formation.
Address correspondence to Massimo Migliori, University of Calabria, Department of Engi-neering Modelling, Via P. Bucci Cubo 39c, Rende 87036, Italy. E-mail: [email protected]
72
Downloaded By: [Lupi, Francesca Romana] At: 08:22 6 October 2010
Rheology of Heavy Crude O/W Concentrated Emulsions 73
2. Materials and Methods
2.1. Materials
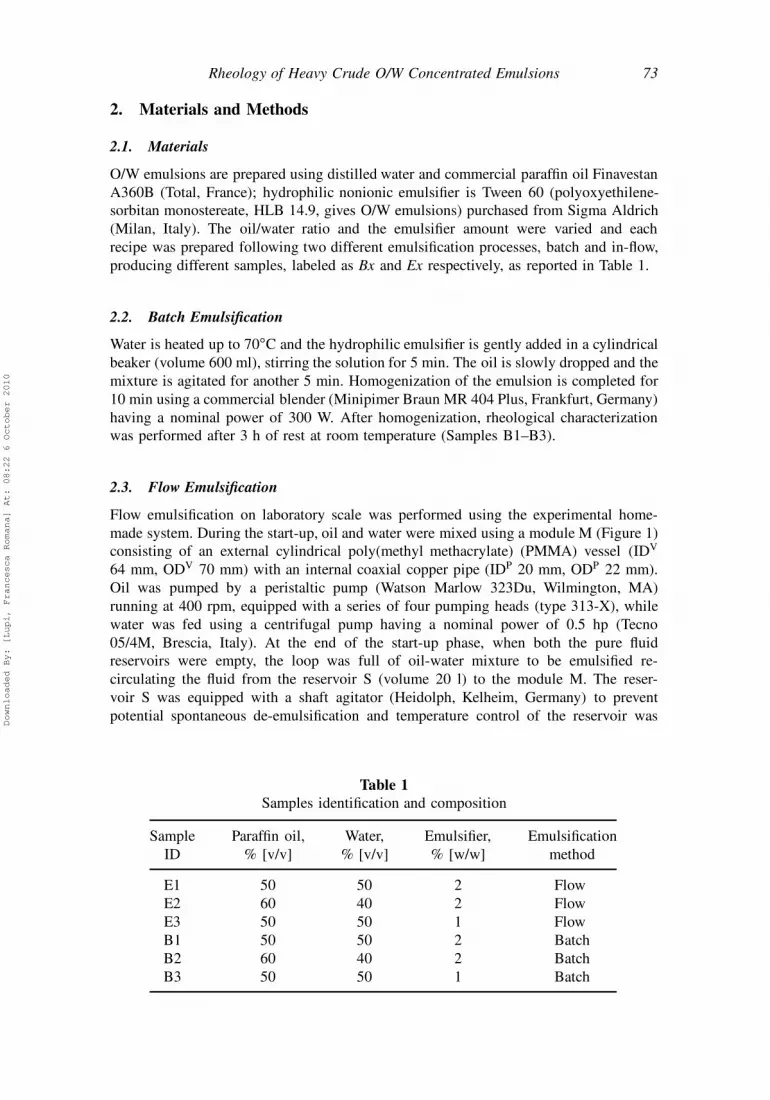
O/W emulsions are prepared using distilled water and commercial paraffin oil Finavestan
A360B (Total, France); hydrophilic nonionic emulsifier is Tween 60 (polyoxyethilene-